В практике выполнения монтажных работ по сборке сантехнических коммуникаций и в процессе прокладки трубопроводов сложной пространственной формы требуется двух — или трехмерная гибка труб. Лучше всего с такими задачами справится дорновый трубогиб.

Содержание статьи:
Принцип работы и устройство
Дорновый трубогиб позволяет создать в зоне пластической деформации заготовки напряженное состояние всестороннего неравномерного сжатия. В итоге повышается пластичность материала и снижается шероховатость стенок изделия, что уменьшает гидросопротивление перемещению в ней рабочей среды. Одновременно предотвращаются внешние дефекты пространственного гиба трубы по обычному методу — гофрообразование, искажение профиля на участке гибки, утонение стенок и т.д.
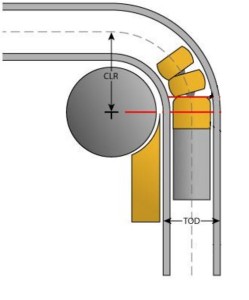
Трубогибочный станок работает таким образом. Подлежащую гибке заготовку устанавливают в профиль матрицы, подходящий по внешнему диаметру изделия, и поджимают подвижным регулируемым прижимом. Внутрь вводят стальной стержень с жестким закрепленным на нём дорном — оправкой из инструментальной стали, снабженной конусообразной заходной частью, и имеющей несколько колец-опор. Они могут соединяются между собой на шарнирах, давая инструменту возможность менять свою ось при гибке изделия на заданный угол. Каждый последующий дорн служит калибрующим элементом, снижая шероховатость отверстия обрабатываемой детали.
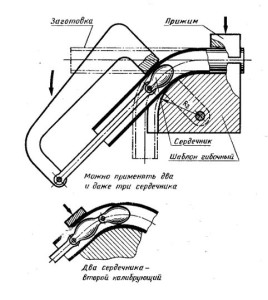
Принцип работы дорна в трубе
Таким образом, при гибке труба наружной стенкой опирается на матрицу и прижим, а внутренней — на образующую дорна. Так гарантируется высокое качество поверхности изделия после обработки. Обеспечиваются такие показатели качества поверхности:
- Для бесшовных горячекатаных труб по ГОСТ 8732 — не ниже 8-го квалитета;
- Для холоднотянутых труб по ГОСТ 8734 — не ниже 7-го квалитета;
- Для прецизионных труб по ГОСТ 9567 — не ниже 6-го квалитета.
Типы дорновых трубогибов
Трубогибочный станок, изготовленный своими руками, может использоваться в ручном или полуавтоматическом режиме — автоматическое управление. Ручной трубогиб требует индивидуальной регулировки всех параметров — от огибающего ролика до стержня, куда насаживается составной дорн. Полуавтоматический станок можно программировать. Выставлять угол гибки, длину выдвижения дорна и даже обеспечивать непрерывное смазывание дорна при его перемещении по внутренней полости трубы. Дорновый трубогиб с ЧПУ дополнительно позволяет управлять скоростями вращения дорна и дорнодержателя — в зависимости от материала заготовки и значения угла пространственной гибки. Автоматический и полуавтоматический варианты управления позволяет скомпенсировать пружинение материала, что важно при трёхкоординатной гибке.
К параметрам управления режимами работы рассматриваемых агрегатов относятся:
- Радиус гиба (функциональность трубогиба увеличивается с увеличением количества изгибающих роликов-матриц).
- Скорость вращения огибающего ролика.
- Скорость вращения дорна на оправке.
- Угол гибки детали.
Полуавтоматический трубогибочный станок, работающий способом дорнования, особенно эффективен при гибке тонкостенных труб. В этом случае минимальный радиус гиба ограничен только пластичностью деформируемого материала и толщиной стенки заготовки.
Ручные дорновые трубогибы и их производство
Изготовить собственноручно ручной трубогибочный станок для гибки дорнованием не сложно. Кроме стандартной опорной рамы, которая будет воспринимать все нагрузки процесса, понадобится изготовить такие узлы:
- роликовую матрицу с несколькими значениями рабочих диаметров;
- передний прижим, профиль которого соответствует параметрам гибочной матрицы;
- направляющую, куда будет опираться заготовка во время деформирования;
- оправку для дорна, в качестве которой можно использовать стальной прут из качественной среднеуглеродистой стали;
- цанговый зажим для закрепления оправки, в качестве которого подойдёт передняя бабка небольшого токарного станка, с небольшими переделками.
Такой трубогибочный станок может использоваться с ручной рычажным приводом, но его можно приспособить для зажима трубы и небольшой гидравлический цилиндр.
Особенности изготовления ручного дорнового трубогиба:
- От качества фиксации трубы во время гиба зависит точность изготовления пространственной трубчатой детали, поэтому при изготовлении зажимов надо пользоваться упорной резьбой.
- Для возврата рычага с гибочным роликом в обратное положение лучше снабдить рычаг мощной возвратной пружиной.
- Изготовление дорна целесообразно выполнять из инструментальных сталей типа 9ХС или У10А, иначе износостойкость будет очень низкой. Ввиду высокого качества и точности этой детали её изготовление лучше поручить токарю-профессионалу.
- Чертёж опорной рамы под трубогибочный станок чаще предусматривает её сварной вариант из швеллерных профилей.
Полуавтоматический трубогиб данного типа изготовить самостоятельно намного сложнее, ибо потребуется установка и отладка простейшего промышленного программатора.
Заключение
После сборки ручной трубогибочный станок необходимо опробовать на гибке тонкостенной трубы малого диаметра. По результатам испытания проводится окончательная доводка агрегата. Корректировка параметров выполняется в соответствии с тем, какие цели перед собой ставит мастер.
/rating_off.png "1 Звезда")



