При обработке обрезной доски фуговальный станок находится в начальной стадии создания базовой ровной поверхности. Плоскость формируется на одной или двух, расположенных под прямым углом сторонах заготовки. Деревянный элемент, проходя этот подготовительный строгальный этап, становится пригоден для последующей обработки уже на рейсмусовых устройствах.

Содержание статьи:
Где используется фугование
Черновая база доски получается волной при распиловке, подвергается короблению во время сушки. На станках другого типа исправить данный дефект не удастся. Во время фугования на станке СФ нажим действует в продольном направлении для получения ровной плоскости. Давление сверху даст временное выравнивание, которое пройдет после снятия нагрузки. Заготовка будет гладкой, но ровной не получится.
Чтобы убрать большие неровности делают несколько проходов до получения требуемой геометрии. Усилие прижима распределяют так, чтобы первоначальная форма не менялась, и выравнивание происходило строгальным устройством.
От качества базовой стороны зависит точность/искажение других сторон.

Схема фугования

Рекомендация по фугования
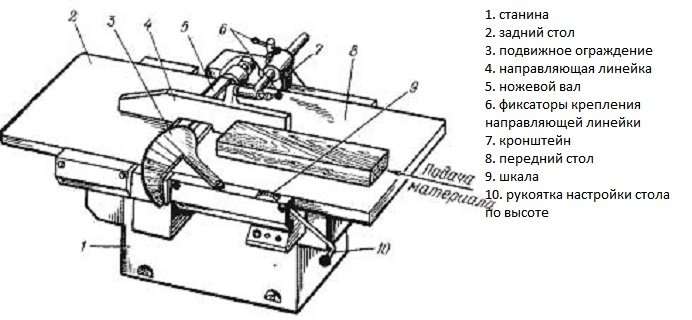
Устройство оборудования данного типа
Фуганки различаются по способу подачи заготовок;
- ручная;
- механическая (толкатель, фрикцион).
Устройства СФ, где доска подается на обработку вручную, обладают меньшей производительностью. Самостоятельная работа на них имеет некоторые ограничения. Максимальная длина изделия 1,5 м. Увеличение размера приводит к изгибу материала из дерева при свисании с края стола. Ограничения минимального габарита при удержании рукой:
- длина – 0,4 м;
- толщина – 0,03 м;
- ширина – 0,05 м.
Строгальный процесс древесины меньших размеров выполняют, используя специальные приспособления — толкатели, колодки. Сложные фасонные поверхности на СФ выбирать нельзя!
На крупногабаритном оборудовании, оснащенном приспособлениями с механической подачей, вальцы находятся на самом столе или делаются в виде приставных автоматов. Регулировка прижима должна исключать выпрямление имеющегося коробления. Мощные стационарные аппараты для фугования по дереву оснащены конвейерами с системой пружин, пальцев, упоров, вакуумным захватом.
Главные узлы
Любой фуговальный станок делается из следующих основных частей:
- Станина. Объединяет все детали в одну конструкцию. Основное назначение, независимо от материала изготовления — фуговальный станок должен обладать устойчивостью при работе. В легких фуганках неподвижность достигается ручной регулировкой нескользящих опор. Другой вариант — анкерное крепление к полу.
- Стол. Состоит из передней и задней плиты. Материалом у СФ промышленного производства является серый чугун. Литейная форма нерабочей стороны плиты задает ребра жесткости, снижающие вибрации станка. Кромку, обращенную к ножам, наращивают стальной накладкой, выполняющей задачи обрыва стружки, выставления зазора до режущей части, сопротивления истиранию от шероховатостей дерева.
В небольших, самодельных станках ставятся цельные стальные плиты со шлифованной поверхностью. Встречаются строгальные устройства ручной работы из толстой фанеры. Вибрации, истирание, малая механическая прочность делают ведение ручной работы на них низкокачественным и опасным.
- Ножевой вал. Цилиндрическая форма с шипами на торцах под опорные подшипники. В прорези трапециевидного сечения вставляются ножи. Крепление режущего инструмента обеспечивают клиновыми вставками и фиксируются болтами. Разгон центробежных сил создает усилие клина на запирание. Высота выхода из корпуса одинаковая. Масса вставок подбирается одинаковая для балансировки вращения. Применение наружных накладок не рекомендуется из-за опасности ослабления крепления и отрыва при включенном состоянии.
- Электродвигатель. Располагают на станине снизу для смещения центра тяжести и придания устойчивости. Вращающий момент подводит ременная передача. В действующем СФ все элементы закрыты кожухом. Кнопки управления размещаются в удобном месте.
- Направляющая линейка. Крепится болтами над ножевым валом в прорезях плит. Перемещается поперёк стола в зависимости от требуемой ширины строгальной заготовки. По вертикали отклоняется до 45° (при ручной обработке не прямоугольных деревянных изделий).
Регулировка станков
Плоскости фуговальных станков, по которым двигают материал, выставляются при помощи кривошипного механизма. При вращении рукоятки эксцентрик проворачивается в подшипнике, поднимая (опуская) плиту. После установки параметра фиксируется стопором. Находясь в одном горизонте, смещение передней части составляет толщину выбранного слоя. Задняя плоскость – по касательной к поверхности вращения ножей. Ручной регулировкой выставляют разницу в 1,25 — 1,5 мм. В среднем для строгания хватит 2 проходов.




Технические условия эксплуатации СФ требуют размещать ножи без перекоса по длине. Выступ равномерный, в пределах от 0,7 мм до 1 мм. Ось вращения совпадает с валом. Выработка по высоте, толщине детали регулируется перед началом работы, превышающая допуски выбраковывается. Подкладка под основную планку запрещена. Для быстроты, точности установки применяются контрольными приспособлениями (шаблонами-скобами с определенным размером).
Скорость подачи регулируется в прямой зависимости от дефектов дерева. Чем больше, тем медленнее строгание.
От режущей части до кромки стола зазор меньше 2 мм приводит к быстрому износу режущей области деталей фуговальных станков, больше 3 мм — к вырыванию кусков дерева.
Варианты оснастки оборудования
Некоторые фуганки строгают сразу две перпендикулярные стороны. Для этого у СФ устанавливается вертикальная ножевая головка. Привод ременной.
С подающей стороны на фуговальный станок для безопасности ставят веерное ограждение. Пружинный механизм зарывает вращающуюся часть до направляющей линейки. Смещается надвигаемой заготовкой.
В комплекте может поставляться аппарат для фугования и заправки ножей, роликовый конвейер для подачи. Фуганки оснащаются стружкоприемником, местами подключения аспирации.
Скорость вращения у разных моделей станков от 2850 до 6000 об/мин.
Мощность двигателя может меняться от 0,3 до 18 КВт.
Ширина ножа в среднем 0,26 м, малые специализированные — 0,15 м, промышленные стационарные 0,6-1 м. Равномерность выработки достигают смещением по столу направляющей планки. Угол резания на валу 50-65°; наклон 10-15°; заточка 40-50°. Ставят 2, 4 и больше шт, в зависимости от средней скорости подачи досок.
Параметры выбора оборудования
Основным размером СФ, влияющим на частоту и скорость строгания, является диаметр ножевого вала. Частота улучшает качество обработки. Наличие сервисных мастерских, качественных расходных материалов, запчастей обеспечат долгосрочную эффективную работу устройства.
/rating_off.png "1 Звезда")



