Разнообразные листогибочные операции — важная часть общих работ по строительству и ремонту собственного дома. Без использования специального оборудования качественно их выполнить не получится. Для одноразовой гибки листовых заготовок можно арендовать подходящее приспособление у соседа или знакомого. Однако при частом выполнении подобных процедур целесообразнее иметь под рукой ручной листогибочный станок собственной сборки. При наличии определённых навыков, инструмента и помещения сделать листогиб своими руками не очень сложно.
Составление тех. задания
В интернете можно очень легко и быстро отыскать подходящие чертежи и познакомиться с параметрами готовых агрегатов, которые вы хотели бы видеть на своем оборудовании. Все материалы и расчеты являются строго индивидуальными. Часто они предназначались их авторами под конкретные листогибочные операции, но их можно адаптировать под свой проект. Поэтому перед сооружением листогиба необходимо сделать правильный выбор его технических характеристик. Главными из них будут такие:
- максимальная ширина изгибаемого металла, мм;
- наибольшая толщина заготовки, мм;
- желаемый диапазон углов гибки;
- габаритные размеры механизма (длина, ширина, высота);
- требуемая точность гибки.
Непосредственный выбор максимальных значений перечисленных параметров зависит от условий использования станка, который будет гнуть изделия из листовых металлов. При сооружении кровли, вероятно придётся иметь дело с оцинкованной жестью или сталью толщиной не больше 1 мм. При обработке меди часто употребляется ещё более тонкий лист или полоса, а при изготовлении своими руками ограждений и перил, наоборот, толщина металла может быть равна 2-3 мм.
При выборе оптимальной ширины заготовки — листа или полосы, нужно исходить из того, что ширина детали редко превышает 1000 мм (смежные заготовки можно соединить в фальц при помощи того же станка).
Самым сложным пунктом проекта является выбор оптимального диапазона значений углов гибки металлов. Если с верхним пределом — 180° всё понятно, нижнее значение должно быть выбрано весьма грамотно. Естественным следствием гибки большинства металлов в холодном состоянии является пружинение — самопроизвольное уменьшение фактического угла гиба в связи с упругими свойствами деформируемого металла. Пружинение зависит от:
Пластичности материала: так, для низкоуглеродистой стали максимальный угол пружинения составляет 5-7°, а для высокоуглеродистых до 10-12°. Ещё больше пружинят легированные стали и сплавы. Для алюминиевого сплава АМг6 наибольшее пружинение может составлять 12-15°;
Толщины изгибаемой детали: с уменьшением толщины металла пружинение уменьшается;
Угла гибки: при уменьшении данного угла пружинение почти всех металлов возрастает. При сравнительно малых углах гибки (до 15-20°) согнуть заготовку из большинства видов металлов и сплавов обычным способом на заданную величину вообще невозможно: приходится использовать агрегаты с одновременным продольным растяжением листа. Своими руками такие станки сделать не получится: потребуется установка и отладка специального гидравлического привода. В подобных случаях проще изгибать деталь обычными ударами киянки по деревянной матрице.
Как выбрать кинематическую схему станка?
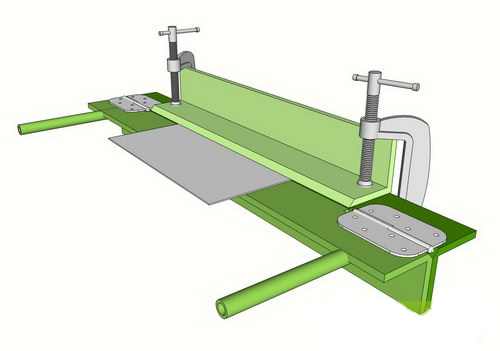
Наиболее доступны для самостоятельного изготовления станки, в которых листовой металл будет изгибаться поворотом подвижной траверсы. Принцип действия этого станка заключается в следующем.
Подлежащая гибке заготовка крепится на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплен на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой сгибаемое изделие.
Впереди нижнего стола располагается поворотная балка, способная поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может изготавливаться вариант с ножным приводом. В последнем случае руки оператора будут свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. При ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может меняться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали — линейку, прижим и т.п, которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки определяется наибольшее значение угла гиба, на который может изменить свою ось металл.
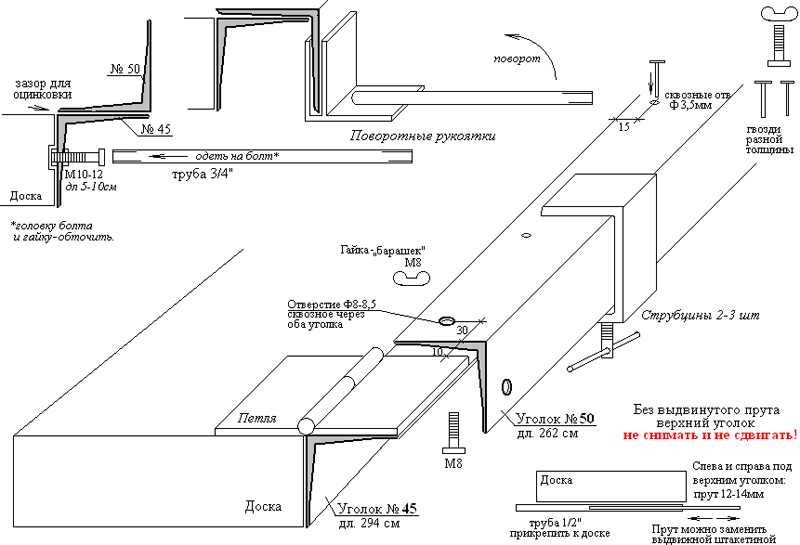
Чтобы сделать такой агрегат самостоятельно, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут делаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно использовать также слесарные тиски, с направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно изготовить и самодельный листогиб, используя деревянные детали. Он сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает достаточно, а трудоемкость по сооружению листогиба заметно снизится. Отпадает необходимость в сварочных операциях. Рабочие детали такого станка должны производиться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом работы листогиба, можно поискать и подходящие чертежи. Человек с инженерным образованием, сможет изготовить комплект чертежей и своими силами. Преимущество такого варианта в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ установки. Для небольших агрегатов станок для гибки может быть передвижным или переносным. В противном случае придётся, используя сварку, сделать хорошее основание, иначе излишняя подвижность станка снизит точность работ на нём.
Заключение
По готовности станка нужно выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона требуемой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от инструмента, с помощью которого производилась деформация.
/rating_off.png "1 Звезда")



