Время от времени в быту приходится деформировать металлические трубы разной конфигурации и длины. Как согнуть трубу без трубогиба, если нет возможности его купить, или стационарно установить? Однако существуют достаточно простые технологические приёмы, позволяющие имеющимися подручными средствами согнуть металлическую (алюминиевую, медную и даже стальную) трубу вручную, причём не только круглого поперечного сечения, но и профильную.

Почему не стоит делать такие изделия с помощью обычного молотка и наковальни?
Зачастую гибка труб выполняется с целью обеспечения сантехнических коммуникаций или внутренней разводки водопроводной сети внутри дома. Высокое значение момента сопротивления полого элемента не просто повышает усилие, но и сопровождается серьезной деформацией внутреннего периметра. Такая труба, возможно, и пропустит через себя поток жидкости, но с огромным гидро сопротивлением¸ которое приведёт к преждевременному разрушению арматуры. Не говоря уже о том, что сам вид такого изделия не вызывает эстетического удовольствия.
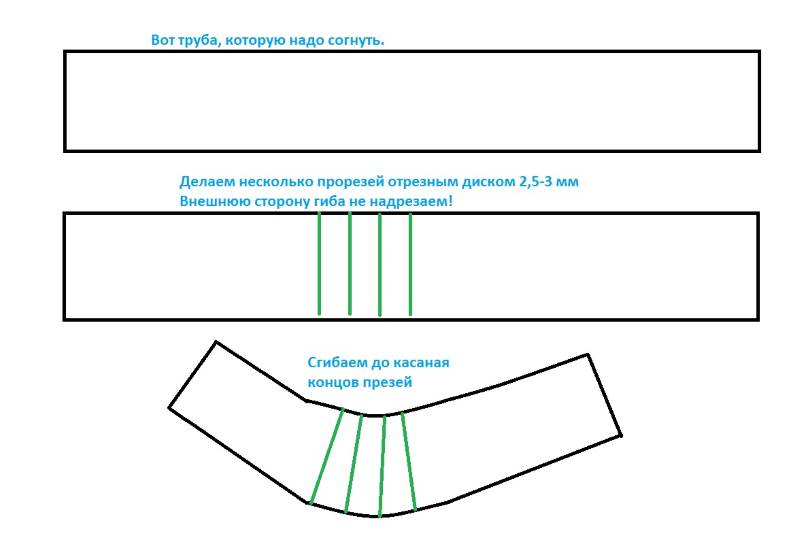
Обычная гибка труб с помощью молотка (либо кувалды — если есть желание согнуть профильную трубу с большим периметром) и наковальни с надлежащим качеством невозможна. При сосредоточении изгибающей нагрузки по внешней поверхности трубы, внутренний её периметр не уравновешивается силовым фактором. В результате возникают опасные растягивающие напряжения, становящиеся причиной появления многочисленных складок, трещин и гофров.
Для качественного результата следует создать в зоне гиба подпирающее усилие, благодаря которому в зоне деформации образуется объемное напряженное состояние. Последнее повышает пластичность, и позволяет выполнять деформирование без риска разрушения.
Содержание статьи:
Гибка круглых труб
При отсутствии трубогиба деформацию можно провести двумя методами:
- Механическим, приложением необходимого изгибающего момента;
- Термическим, путём снижения предела текучести материала.
Механические способы подразделяются на гибку с применением профилированного инструмента, и с использованием промежуточных рабочих сред.
Для осуществления гибки по контуру, пригодны металлические ролики, имеющие канавки под установку резиновых колец. Имея набор из таких роликов, можно обработать трубы широкой номенклатуры. Ролики с квадратными канавками позволяют согнуть и профильную трубу.
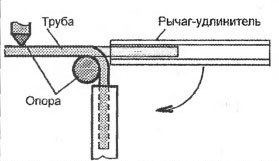
Схема гибки при помощи рычага-удлинителя
Необходимо отметить, что описываемые приёмы не потребуются, если предстоит гибка на небольшой (до 15 — 20°) угол, либо при радиусах, более чем в 6-10 раз превышающих толщину стенки (меньшие значения касаются более пластичных материалов).
Гибка на жёстком инструменте
Медную или алюминиевую трубу диаметром не более 20-30 мм можно согнуть на простой оправке, которая изготавливается из двух толстолистовых полос. Внешняя конфигурация должна соответствовать требуемому значению радиуса гибки, а расстояние примерно половине внешнего размера детали. Такую конструкцию просто изготовить самостоятельно, а затем прикрепить с помощью профильных уголков к верстаку, либо просто зажать в тисках. По периметру сверлится несколько отверстий, куда вставляются хомуты, фиксирующие противоположный конец. После этого деформация (в буквальном смысле слова) выполняется достаточно легко.
Ограничением этого метода является то, что габариты инструмента определяются длиной заготовки, поэтому гибка длинных труб потребует гораздо больше свободного пространства. Универсальность способу придает регулируемое расстояние между смежными полосами, куда будет опираться обрабатываемая деталь.
Термический способ состоит в том, что подлежащий обработке участок нагревается паяльной лампой до температуры 350-400 °С. В результате увеличивается пластичность, что позволяет снизить верхнюю допустимую границу усилий гибки. Прилагаемая деформирующая сила заметно снижается, что позволяет согнуть своими руками даже толстостенную или профильную трубу. Вместе с тем для стальной трубы качество поверхности снизится. Поэтому после обработки придётся применить шлифование или пескоструйную обработку. Алюминиевую или медную трубу большого диаметра часто изгибают именно так.
Гибка с использованием промежуточной рабочей среды
Этот метод является одним из самых качественных. К тому же, он не имеет ограничений, как по поперечной конфигурации, так и по длине. Последовательность реализации процесса такова:
- В подлежащую гибке заготовку засыпают доверху песок мелкой фракции.
- Нижнюю часть заглушают деревянным чопиком.
- В противоположный торец вливается вода, чтобы увлажнить песок, и повысить его сплошность.
- Заготовку время от времени встряхивают, чтобы снизить содержание пустот до минимума.
- Когда труба полностью заполнена, её заглушают.
- Опирают изделие на толстостенную трубу соответствующего размера.
- Выполняют изгиб вручную до требуемой конфигурации, учитывая пружинение (медную или алюминиевую трубу гнут непосредственно «в размер», а стальную — до угла, превышающего необходимое значение на 5-7°).
- Выжигают чопики, и хорошо очищают конструкцию.
Можно использовать также пружину растяжения, габариты которой соответствуют размерам трубчатой заготовки. Пружину нужно прикрепить к прочному пруту, а после окончания процесса извлекают. Трудность заключается в подборе требуемого диаметра пружины, и в последующем её распрямлении.
Заключение
Сгибание трубы собственными руками без использования специального оборудования, выполняется особыми методами. При работе с толстостенными изделиями, лучше всего применять нагревание участка сгиба. В противном случае деформировать участок будет невозможно. При сгибании труб большой длины, потребуется много пространства. Перед началом работ следует хорошо оценить толщину трубы и хрупкость материала с которым вы работаете. Некоторые виды стали могут не выдержать большого угла деформации и дать трещину.
/rating_off.png "1 Звезда")



