Пресс-ножницы комбинированные НВ5222 выпускаются в соответствии с основными эксплуатационными параметрами требованиям действующего ГОСТ 7355. Основным производителем такого типоразмера прессового оборудования в нашей стране является Кувандыкский завод КПО (ООО «Долина»).

В паспорте на станок отмечается, что подобная техника дает возможность выполнять универсальные разделительные операции пластического деформирования с заготовками различного сортамента — полосы, профильного металлопроката (уголок, как равнобокий, так и неравнобокий, круг, квадрат). Возможна пробивка отверстий и выполнение фасонных пазов в листовом и фасонном прокате. При установке дополнительного оборудования и штампового инструмента (спецификация и номенклатура приводятся в паспорте) на рассматриваемых комбинированных ножницах можно выполнять также секционную штамповку контуров поэлементно, контурную резку и вырубку полосы, в том числе правку. Паспорт станка включает перечень быстросменных деталей и инструмента, используя который, можно легко переналаживать агрегат для работы с различными исходными изделиями.
Такое разнообразие выполняемых переходов холодной штамповки допускает эффективное применение комбинированных пресс-ножниц в мелкосерийном и единичном производстве продукции из различных профилей стального проката.
Ножницы модели НВ 5222 легко встраиваются в специализированные поточные линии по выполнению раскройно-заготовительных переходов холодной штамповки проката.

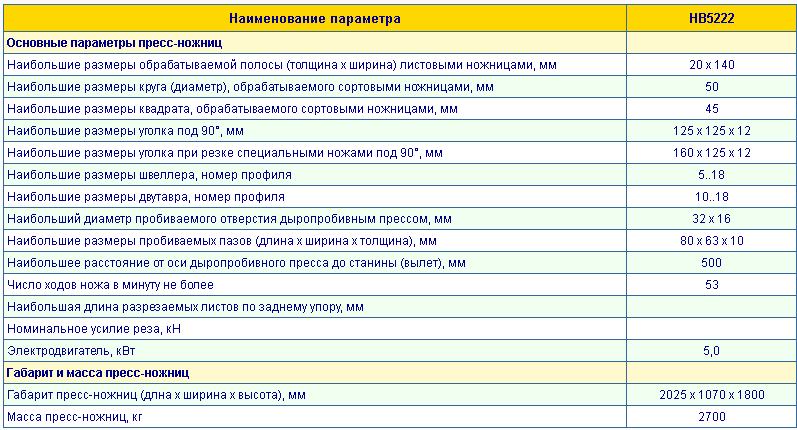
Основными техническими параметрами ножниц, соответствующие нормативам ТУ 2-041-284-83, являются:
- Максимальная толщина материала, подлежащего разделению, мм — 16 (из расчёта, что прочность металла или сплава составляет 450 МПа; при иных значениях механических показателей предельная величина этого параметра устанавливается экспериментальным путём).
- Максимальные размеры полосы, подлежащей разрезке (ширина×толщина), мм — 190×18.
- Наибольший диаметр круглого металлопроката, мм (при тех же условиях, что и п.1) — 50.
- Размеры равнобокого уголка, полки которого расположены перпендикулярно друг другу, мм — 125×125×14.
- Для узла дыропробивного пресса — наибольший диаметр пробиваемого отверстия, мм — 32.
- Число ходов ползуна главного привода (регулируемое), мин — 17-53.
- Мощность электродвигателя, кВт — 4,8.
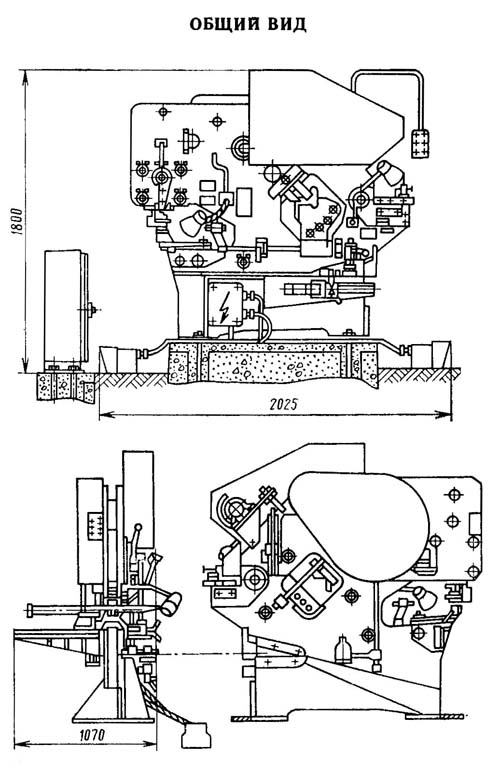
- Габаритные размеры оборудования (длина×ширина×высота), мм — 1780×1030×1865.
- Масса оборудования, кг — не более 2500.
Примечание 1. На комбинированных ножницах НВ5222 можно разрезать и неравнобокий уголок, при условии, что одна из его полок не превышает 125 мм. 2. Разница в допустимых значениях толщины разных видов металлопроката объясняется различным углом начала деформирования заготовки соответствующим видом рабочего инструмента, что полностью определяется кинематикой станка.
Устройство и назначение основных узлов
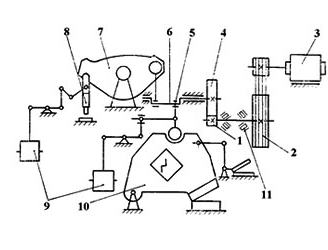
Приводимая в паспорте на оборудование блок-схема ножниц НВ5222 включает три основных узла:
- для разделения полосового материала;
- для резки сортового профиля;
- прессовой головки для пробивки отверстий.
Кинематически все эти узлы собраны на общей станине и снабжены совместным приводом от одного электродвигателя (электрическая схема предусматривает наличие двигателя с короткозамкнутым ротором).
Система управления комбинированными ножницами — смешанная, с применением как педального включения (используется с целью включения/выключения дыропробивного пресса), так и рычажного, для приведения в движение исполнительного механизма.
Описание последовательности действия комбинированных ножниц, согласно паспорту, такое:
- При включении электродвигателя вращение через маховик передаётся на приемный вал, на противоположном конце которого установлена прямозубая понижающая передача.
- Через зубчатое колесо вращение сообщается эксцентриковому валу, на кривошипе которого размещены качающиеся балансир и ползун.
- Переключение узлов производится при помощи рычажного механизма включения.
- Предварительно в один из неподвижных ножей вставляется разрезаемая заготовка. Всего ножей в основной комплектации станка три — для круга, квадрата и сортового проката, хотя по дополнительному заказу могут изготавливаться и ножи с иным набором рабочих профилей.
- Прокат фиксируется по упору, после чего ползун включается на рабочий ход, производя разрезание металла.
- Переводя рычаг в обратное положение, останавливают ползун в его крайней верхней точке, после чего извлекают изделие из зоны реза.
- Для включения привода дыропробивного пресса, используют педаль включения. При её нажатии включается в работу балансир, с закрепленным на его нижнем торце подпружиненным штоком.
- Предварительно в матрицу по упорам устанавливается полуфабрикат, в котором требуется выполнить отверстие.
- Перемещаясь в направляющих станины ножниц, шток воздействует на ползун, куда прикрепляется дыропробивной пуансон. Дыропробивная матрица установлена на столе, который конструктивно находится сзади оборудования и снабжена жестким съемником. Происходит пробивка.
- После пробивки вал возвращает балансир в исходное положение. При наличии заусенца, во избежание застревания пуансона в заготовке, пружинный механизм снимает её с ползуна.
На комбинированных ножницах могут одновременно работать два оператора — один отвечает за разделение полосового или объёмного стального проката, а второй — за производство операции пробивки отверстия.
Электросхема пресс-ножниц комбинированных модели НВ5222 допускает их применение как в автоматическом режиме, так и в режиме одиночных ходов.
Рекомендации по оптимальному применению станка
Поскольку комбинированные ножницы не являются разделительным оборудованием с высокой точностью, при выполнении наладочных операций необходимо следить, чтобы глубина внедрения подвижного и неподвижного ножей в разрезаемый сортамент проката не превышало 25% от первоначального габаритного размера сечения металла, прописанного в паспорте. Отмеченное условие очень важно для резки высокопластичных металлов и сплавов (таких как алюминий). В крайнем случае, допустимо использовать резку с подогревом, когда исходный полуфабрикат нагревается до 150-200 °С. Это условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей.
Предусматривая использование дыропробивного пресса, требуется первоначально устанавливать повышенные (по сравнению с рекомендованными) зазоры между боковыми направляющими съёмника и заготовкой. В противном случае возможен изгиб и выпучивание в районе действия дыропробивного пуансона.
В паспорте на станок отмечаются условия установки ножниц. Поскольку такое оборудование не отличается ударным характером работы, специальный фундамент создавать не потребуется. Отсутствие системы электропневматического включения позволит установить ножницы вне помещений, снабжая подвижные узлы смазкой, пригодной для использования в соответствующем температурном режиме. Техника должна быть укрыта влагозащитным козырьком.
/rating_off.png "1 Звезда")



