Если требуется часто изготавливать полые или конусовидные изделия из тонколистового металла главным технологическим процессом является гибка, а самым подходящим оборудованием — трехвалковые листогибочные вальцы. Почему именно они? Кинематическая схема четырехвалковых листогибочных станков с ручным приводом сильно усложняется, а видимых преимуществ от этого получить не получается.

Содержание статьи:
Как разработать тех. задание на разработку вальцовочного станка самому?
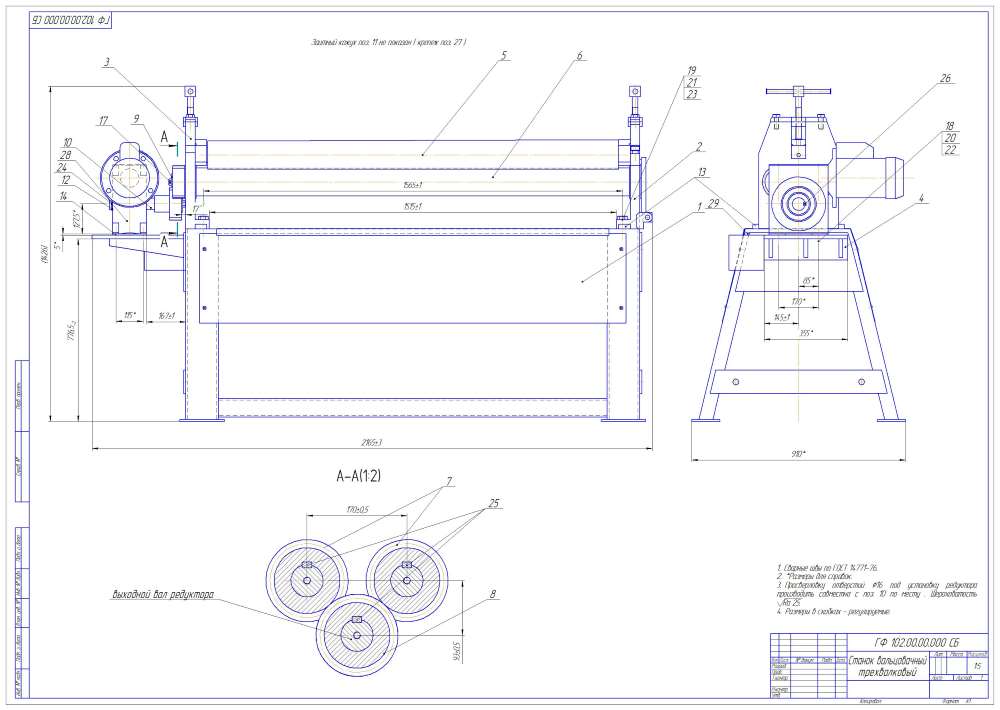
Простейшая схема трехвалкового ручного станка включает:
- Рамное основание.
- Две боковых стойки с отверстиями под подшипниковые узлы.
- Три продольных вала, один из которых — верхний, размещается под углом 60° относительно двух остальных.
- Комплект рабочих валков, количество которых зависит от предельного значения внешнего диаметра вальцуемой заготовки.
- Рукоятку для вращения нижних, приводных валков.
- Зубчатую или цепную передачу, обеспечивающую синхронное вращение приводных валков в одну сторону.
- Нажимной узел с пружинами сжатия, обеспечивающий возможность прижима неприводного валка к заготовке. Его легко выполнить слева или справа, поскольку тонкий лист легко выходит из зазора при изменении первоначального значения только с одной стороны.
- Приспособление для поворота одной из стоек вальцовочного станка с целью замены рабочих валков.
Прежде всего, следует ограничить технические возможности проектируемого валкового оборудования. Вальцовочный станок с ручным приводом может производить гибку листового металла толщиной не более 1-1,5 мм, при ширине заготовки до 600 мм. При небольшой энергоемкости самого процесса гибки, потери на трение в передачах и подшипниках оказываются очень значительными, что заставит оператора увеличивать мускульное усилие, прилагаемое для проворота рабочих валков. Видимая неравномерность их вращения вызовет нежелательные искажения формы профилируемого изделия.
Из двух вариантов — асимметричное либо симметричное размещение приводных валков — предпочтение нужно отдать второму варианту, поскольку в этом случае сделать вальцы самостоятельно намного проще.
Последовательность создания вальцовочного станка с ручным приводом
Лучше воспользоваться готовыми чертежами на самодельные вальцы, имеющиеся на специализированных форумах. Если нужно сделать ручной вальцовочный станок под иные параметры производимых деталей, проектирование начинают с определения усилия и крутящего момента, требуемых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, однако при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если итоговые значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.

Для изготовления валковой машины вначале понадобится чертеж общего вида станка, где потребуется изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются и чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трехвалкового листогиба. Желательно, чтобы этих деталей было поменьше, потому что сделать многие из них в домашних условиях, и самостоятельно, затруднительно, а то и вовсе невозможно. Есть смысл подыскать направляющие круглого поперечного сечения, к примеру, от списанного токарного станка 1К62 или более мелкого: их техническое состояние позволит использовать данные детали под опорные валы листогибочных вальцев. Это касается и шестеренной пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трехвалковых вальцов и сделать подбор подшипников качения для всех валов.
Желательно воспользоваться готовыми чертежами для таких узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек.
- Корпуса подшипников, в которых будут вращаться валки.
- Опорной рамы вальцовочного станка.
Перечисленные чертежи как правило универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых необходимо проводить на вальцах, собранных вручную.
Сборка вальцовочного станка
Самодельные валковые листогибы с ручным приводом изготавливаются в такой последовательности:
- Сваривается (по размерам, приведенным на чертеже общего вида) станина вальцовочного станка.
- Монтируются боковые стойки, для которых подойдёт стальной швеллерный профиль из низкоуглеродистой стали марки 09Г2С или подобной.
- Крепится корпус под детали передачи (если шестерни придётся сделать самому или заказывать, то для монтажа цепной передачи можно подобрать силовые звёздочки и натяжную цепь от горного велосипеда и т. п.).
- Валы вводятся в отверстия корпусов подшипников, после чего выставляется их параллельность, и производится финальная фиксация узлов станка.
- Перед окончательной сборкой валкового агрегата своими руками нужно произвести пробную гибку детали, уточнить количество и характер смазки опор подшипников, и отрегулировать натяжение приводной цепи.

Если установка вальцев предполагается в неотапливаемом помещении (в гараже или холодной мастерской), все детали стоит покрасить атмосферостойкой краской или позаботиться об их антикоррозионном покрытии.
/rating_off.png "1 Звезда")



