Листовая гибка — одна из самых распространенных операций обработки давлением. Её популярности способствуют немалые технологические возможности получаемых изделий и относительная простота конструктивных схем деформирующего оборудования. Достаточной известностью пользуются польские (Metalmaster), китайские (Decker, Stalex), российские листогибы, листогибочные станки, производимые в США (Тапко, Ван Марк), и многие конструктивные исполнения листогибов могут быть изготовлены самостоятельно. Производство листогибов это важный сегмент в профиле выпуска продукции прессостроительными компаниями.

Содержание статьи:
Классификация схем гибки листового металла
В зависимости от поставленных задач отличают такие виды работ:
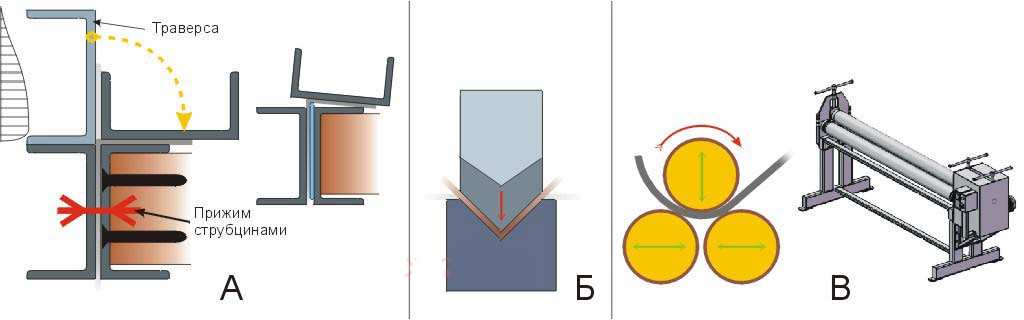
- Свободную гибку, когда деформирование металла ведется с помощью приложения изгибающего момента к определенному участку поверхности заготовки. В большинстве случаев свободная гибка производится непрофилированным инструментом, его главной особенностью является точное соблюдение радиуса гибки.
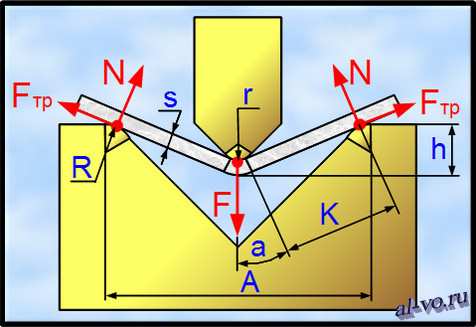
- Гибку с калибрующим ударом, когда заготовка обжимается по специальной матрице. Для повышения уровня универсальности гибочного инструмента для калибрующей гибки, его выполняют сегментировано. Деформирование идет приложением к заготовке усилия, а не момента.
- Гибку с растяжением — процесс применяется для деформирования малопластичных металлов и сплавов (в частности, высокоуглеродистых сталей, сплавов алюминия с марганцем). К краям заготовки во время деформирования применяется растягивающие напряжения.
- Гибку роликовым инструментом, которую часто совмещают с профилированием непрерывного листового металла и отрезкой ножами. Такая гибка носит локальный характер. Усилие незначительно, что позволяет вести процесс на автоматизированном оборудовании с высокой производительностью.
Выбор оптимального способа гибки определяется такими факторами:
- характером изменения оси заготовки после гибки;
- физико-механическими параметрами деформируемого материала;
- производительностью гибки и последующей отрезки ножами;
- возможностью оперативной настройки оборудования на выпуск продукции с другой конфигурацией готовой поверхности;
- уровнем суммарных затрат энергии на гибку.
Виды и конструктивные схемы оборудования для гибки
Соответственно приведенным технологическим схемам гибки, производимое для указанных целей оборудование различается по таким параметрам:
- По типу привода. Для гибки в конкретных условиях на производстве, может быть использован ручной листогибочный станок, или оборудование с механизированным приводом рабочего инструмента. Чаще других применяются: листогиб механический (привод которого производится от кривошипно-шатунного механизма), листогиб с гидравлическим приводом, электромеханический и электромагнитный листогиб, магнитный листогиб. При наличии сети сжатого воздуха очень эффективен листогибочный станок с пневматическим приводом.
- По кинематике перемещения механизма главного привода. Листогиб механический изготавливается с возвратно-поступательным перемещением рабочей балки. Ручной станок для гибки часто выполняется как листогиб с поворотной балкой. Агрегат непрерывного действия — роликовый листогиб, в составе которого есть отрезной нож для отделения окончательно спрофилированных изделий. Роликовый листогиб является гибочным оборудованием ротационного типа.
- По степени механизации процесса гибки различают листогибочный электромеханический станок с ЧПУ, программируемый индивидуально под конкретную операцию деформирования, и электромеханический листогибочный станок универсального назначения, где настройка агрегата производится путём установки нового комплекта сегментированного инструмента. Электромеханические агрегаты постоянного действия (такие как листогиб для профнастила), а также с программным управлением рентабельны при большом выпуске гнутых изделий, когда прочее электромеханическое оборудование целесообразнее применять в мелкосерийном производстве.
- По точности выполняемых операций. Самой большой точностью обладает листогибочный станок с гидравлическим приводом прижима рабочей балки. Длительность соприкасания заготовки с инструментом уменьшает производительность процесса, однако обеспечивает лучшее качество гибки, когда при длительном прижиме нивелируется инерционный эффект от пружинения. Ручной или электромеханический листогиб с поворотной балкой обеспечивает большую точность готового изделия, потому что поворотную балку можно удерживать в конечном положении столько времени, сколько необходимо для полного снятия эффекта пружинения. Электромеханический сегментальный листогиб с кривошипно-шатунным рабочим механизмом отличается кратковременностью силового воздействия инструмента на деталь. Поэтому электромеханический пресс может быть очень эффективным только при гибке высокопластичных металлов (алюминия, низкоуглеродистых сталей);
- По способу фиксации заготовки при проведении операции гибки и последующей отрезки ножом. Современный электромеханический сегментный листогиб оснащается системой трехкоординатного прижима, способная оперативно перенастраиваться под заготовку с иными значениями длины, толщины, угла гиба. Электромагнитный листогиб позволяет фиксировать заготовку с помощью встроенного электромагнита (что не может быть использовано при гибке изделий из нержавейки). Электромагнитный листогиб ненадежен в условиях нестабильной подачи энергии в помещения, где размещено оборудование данного типа. Магнитный листогиб (обычно ручной) использует магнитную силу, необходимую для регулировки упоров, для гибки заготовки при фиксировании по координатам.
Факторы, влияющие на конструкцию листогибочного оборудования
Устройства для гибки листового металла могут иметь ручной или электромеханический привод. Оптимальный выбор будет зависеть от таких обстоятельств:
- от условий, где будет размещаться листогибочный агрегат (площадь, наличие/отсутствие энергоснабжения, возможность монтажа мобильного устройства, способного к переустановке на новое место);
- от финансовых и технических возможностей для заказа и приобретения рабочего инструмента (ножей, пуансонов, матриц, упоров). Сегментный листогиб потребует комплекта инструмента («пуансон-матрица», нож) в большом ассортименте. В противоположность ему, роликовый листогиб может деформировать различные заготовки одним и тем же комплектом роликов. Учитывая, что в техническом плане листогибочная оснастка очень сложна в изготовлении, и требует использования качественных инструментальных сталей (У12А, ХВГ, 9ХС), затраты на инструмент будут заметными;
- от вида производимой продукции. Если технические возможности и устройство листогиба больше соответствуют требованиям кровельного производства, то преимущество получают ручные станки, изготовление которых можно вести на собственной ремонтной базе предприятия. Это же относится к электромеханическим листогибам. В проходных агрегатах непрерывного действия, где нужны также отрезные ножи, будут заинтересованы прежде всего производители профилированного настила.
Листогибочное оборудование польского производства и его нюансы
Листогибы польского производства поставляются к нам от компаний Metalmaster, и Mazanek. При этом листогиб Mazanek является довольно удачной компиляцией от оборудования Tarco max (которое уже не ввозится в Россию). При высоком качестве сборки продукция Metalmaster ориентирована на потребителей, обрабатывающим давлением стальные листовые заготовки. Конструкция проходных листогибов от Metalmaster довольно надежна и прочна, имеет достаточный запас прочности. Уникальность некоторых моделей (например, Bertech) подтверждена рядом патентов. Листогибы Metalmaster эффективны при гибке тонколистового металла с толщиной 0,6-1,0 мм. При этом агрегаты Metalmaster могут размещаться в самых неприхотливых условиях, потому что все основные узлы листогибов Metalmaster проходят упрочняющую обработку и антикоррозионное покрытие.
Отличительные особенности польских листогибочных станков от Metalmaster и Mazanek:
- проходная схема оборудования, в то время как профильные ножи изготавливаются из высокостойких инструментальных материалов и допускают многократную заточку;
- оригинальная система устранения пружинения на всех листогибах Metalmaster, что положительно сказывается на точности;
- широкий диапазон габаритных размеров деформируемого листа;
- наличие удобных координатных приспособлений для гибки по сложным контурам и последующей отрезки ножом.
Надо отметить долголетние традиции производства от компаний Metalmaster и Mazanek, что хорошо сказывается на качестве самой техники, удобстве и простоте регулировки и стабильности технических характеристик при эксплуатации.
Листогибочное оборудование из США
Самым известным агрегатом от компаний Ван Марк и Тапко. Листогибы Ван Марк поставляются на мировой рынок с 1964 года. Фирменной особенностью оборудования стала надежная конструкция узлов прижима листа, что обеспечивает листогибам Ван Марк хорошие параметры качества. При конструировании узлов прижима компания Ван Марк использует технологии компьютерного проектирования. Большой удельный вес в деталях проходных листогибов Ван Марк занимают изделия, сделанные методом литья под давлением и центробежного литья. Это уменьшает себестоимость продукции, но делает листогибы Ван Марк уязвимыми при резких нагрузках на станину. По этой причине оборудование от Ван Марк нельзя использовать при условиях, не соответствующих техническим параметрам, заявленным в технической инструкции.
Станки от Ван Марк выгодно отличаются современным дизайном, надежностью и большим сроком службы подшипниковых узлов и компактностью, что удобно при перевозке оборудования. Листогибы от Ван Марк — приемлемое решение в условиях мелкосерийного производства продукции с малоизменяемыми в процессе изменения геометрии прочностными параметрами.
Компания Тапко в своё время сделала акцент на легкость продукции. Разнообразие технических решений от Тапко позволяет её механизмам легко конкурировать с подобной продукцией иных фирм при гибке высокопластичных металлов.
Китайские и польские проходные листогибочные станки от Decker и Stalex
Машиностроительная продукция из КНР всегда выделяется бюджетностью, что делает её доступной для приобретения даже малыми фирмами и частными мастерами. Наиболее популярной линейкой листогибов отличаются торговые марки Decker и Stalex. Под обозначением Stalex выпускается линейка листогибов с поворотной балкой и ножным приводом. Торговая марка Decker производит роликовые листогибы. Отличительными особенностями продукции Decker и Stalex является:
- универсальность применяемых технологий, включая гибку пространственных контуров;
- отсутствие ограничений в позиционировании заготовок на установках Decker и Stalex;
- доступная регулировка параметров процесса гибки на листогибах Decker и Stalex;
Кроме того, роликовый листогиб Decker отличается применением высококачественного отрезного инструмента, благодаря чему стойкость ножей и роликов является весьма значительной. Оборудование от Decker и Stalex успешно конкурирует с продукцией фирм из Польши, России и США: китайские производители тщательно следят за мировыми технологическими новинками, и практически сразу же используют их у себя в моделях.
Некоторые сложности представляет собой обслуживание техники от Decker и Stalex. Эти торговые марки не имеют собственного представительства в России, а потому заказ инструмента, совместимого с посадочными местами листогибов от Decker и Stalex приходится размещать на неспециализированных производствах. Также относительно небольшой гарантийный срок эксплуатации техники от Decker и Stalex.
/rating_off.png "1 Звезда")



