Комбинированные пресс-ножницы — самый универсальный вид разделительного оборудования: с его помощью можно резать широкую полосу, сортовой прокат, специализированные профили, и даже производить пробивку отверстий в листовых заготовках. Пресс-ножницы комбинированные НГ 5222 являются дальнейшим развитием базовой модели; любой прессовый цех или участок на предприятиях промышленности или строительства располагает таким оборудованием.

Содержание статьи:
Основные технологические параметры оборудования
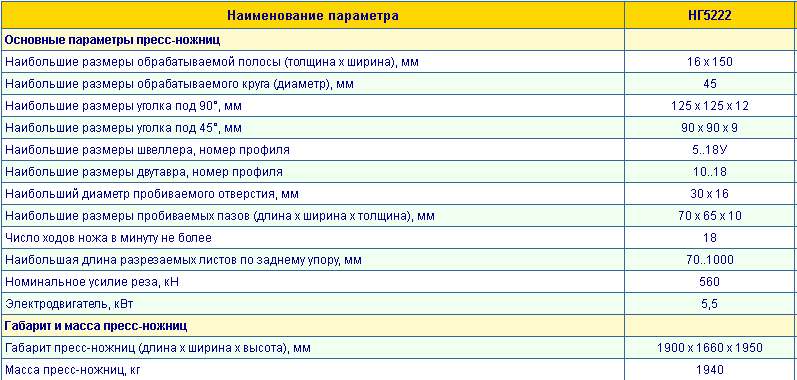
В паспорте на это оборудование, которое выпускается Кувандыкским заводом КПО «Долина», приводятся такие технические параметры:
- Максимальные размеры разрезаемой полосы, мм: толщина — 16; ширина — 150.
- Максимальный диаметр разрезаемого круглого проката, мм – 45.
- Максимальные габариты равнобокого уголка, мм: при прямом резе — 125×125×12; при резе под углом 45° — 90×90×9.
- Максимальный номер швеллера и двутавра – 18У.
- Максимальный диаметр пробиваемого отверстия (для полосы толщиной 16 мм), мм – 30.
- Максимальные размеры вырубаемого паза в заготовке (длина× ширина× толщина), мм — 70× 65× 10.
- Максимальная длина листа или полосы, разрезаемой с применением заднего упора, мм – до 1000.
- Номинальное усилие, кН – 580.
- Число ходов, мин-1 — 18.
- Мощность электродвигателя, кВт – 5,5.
Габаритные размеры, масса, а также другие конструктивные параметры, имеющиеся в описании, полностью соответствуют требованиям ГОСТ 7355. Производитель может вносить в конструкцию незначительные изменения, не приводящие к ухудшению эксплуатационных возможностей ножниц. Эти изменения фиксируются в паспорте на изделие.
Состав узлов и принцип их действия
Ножницы модели НГ5222 включают:
- приводной двигатель переменного тока;
- клиноременную передачу;
- приёмный вал;
- маховик;
- эксцентриковый вал;
- шатун привода основного ползуна;
- балансир секции сортовой резки проката;
- балансир дыропробивного пресса;
- задний упор;
- станину.
Управление агрегатом производится с помощью системы рычагов, которые кинематически связаны с двумя управляющими электромагнитами. При переключении тяг привода в соответствующие пазы производится либо ход пуансона дыропробивного пресса, либо качание балансира секции резки проката. Работа ножниц возможна в режиме одиночных и непрерывных ходов. Следует учесть, что, из-за отсутствия муфты включения, остановка ползуна происходит в течение некоторого времени.
Крепление инструмента для резки производится в специальных пазах ползуна. Установка дыропробивного пуансона выполняется в пуансонодержатель, когда матрица устанавливается на стол дыропробивного приспособления.
Паспорт на ножницы включает в себя перечень необходимого инструмента и приспособлений, в числе которых рукоятки для фиксации стола и центрирующего устройства, комплекты пуансонов и ножей, приемный лоток и ряд других. Опционно поставляется инструмент для резки специальных прокатных профилей.
Ножницы работают таким образом. Крутящий момент от включенного электродвигателя передаётся клиноременной передачей на маховик, компенсирующий возможные колебания в частоте оборотов вала из-за перегрузки ножниц по усилию. Далее с помощью прямозубой зубчатой передачи движение сообщается эксцентриковому валу, на который насажены шатун для привода ползуна механизма резки сортового проката и тяга качающегося балансира, который управляет ходом дыропробивного пресса. При необходимости пробивки отверстия включают управляющий электромагнит, который поворачивает многозвенный рычаг, и производит поступательное перемещение пуансона вниз, в то время как непрерывно качающийся балансир отвечает за возврат пуансона в своё крайнее верхнее положение. Для резки сортового или круглого металлопроката включают второй электромагнит. Он поворачивает двуплечий рычаг, который, в свою очередь, толкает шатун вниз. Тот сообщает качательное движение ползуну, и одновременно фиксирует в определённом положении задний упор, отвечающий за точность отрезки. Включение/выключение ножниц производится педалью: после окончания технологической операции оператор отпускает педаль, и привод останавливается в нужном положении. После этого возможна установка в рабочую зону ножниц очередной обрабатываемой заготовки. Имеется также кнопочная станция для управления ножницами при выполнении ими операции пробивки отверстия.
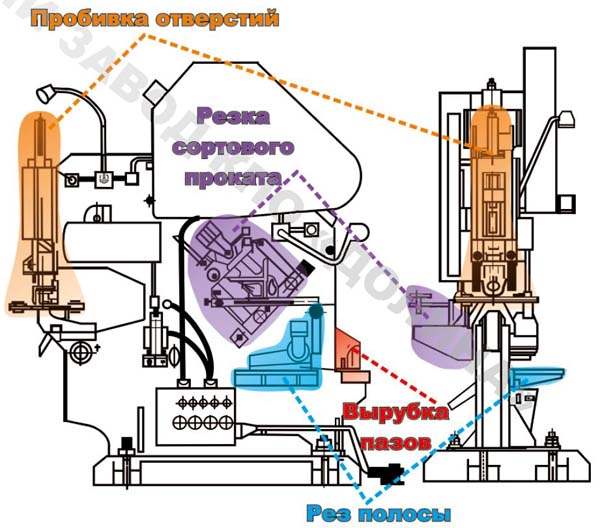
Технологические возможности ножниц
Диапазон применения рассматриваемого оборудования может быть значительно шире. Для этого устанавливается неприводной модульный рольганг типа МРП. Возможна резка прутков круглого или квадратного поперечного сечения длиной до 3-6 м. Поставляемый основной комплект инструмента и приспособлений включает:
- Ножи для вырубки прямых и треугольных пазов, плоские пластинчатые ножи из стали марок У8А или 9ХС (уточняется в паспорте при поставке изделия потребителю);
- Механизм центрирования дыропробивного пуансона, обеспечивающий повышенную точность пробивки отверстия;
- Пружинный уравновешиватель, гарантирующий оператору безопасные условия работы.

- Виды выполняемых операций.
Применяемая комбинированная система смазки предусматривает эксплуатацию ножниц как внутри, так и вне производственных помещений, при этом необходимость в подаче к месту монтажа ножниц сжатого воздуха отпадает. В паспорте указаны все требуемые сведения об установке ножниц на постоянное основание, и условия для их укрытия от неблагоприятных атмосферных воздействий.
/rating_off.png "1 Звезда")



