Расточные станки по классификации ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков) относятся к группе сверлильных станков и делятся на несколько типов:
- горизонтально-расточные станки — используются для обработки крупногабаритных и массивных заготовок, которые невозможно обрабатывать вращением в небольших производствах и ремонтных цехах;
- координатно-расточные станки – применяются для точного растачивания отверстий, которые имеют взаимозависимость между собой по межцентровому расстоянию и расположены относительно общих баз;
- алмазно-расточные станки – служат для точного растачивания отверстий, канавок, конических поверхностей и т. д. в основном для деталей с большой программой выпуска, т.е. в условиях крупносерийного производства алмазным или твердосплавным инструментом.
Некоторые модели расточных станков оснащаются УЦИ (устройствами цифровой индикацией) и системами ЧПУ (числовым программным управлением). Это помогает повысить производительность и точность.

Горизонтально-расточной станок

Координатно-расточной станок

Алмазно-расточной станок
Содержание статьи:
Горизонтальные расточные станки
Горизонтально-расточные станки обрабатывают отверстия в корпусных деталях большого размера, которые устанавливаются на стол или плиту.
Заготовки устанавливают и закрепляют на столе или плите относительно рабочих органов, после чего координируют положение инструмента. Чем больше габариты и вес заготовки, тем труднее ее установить и перемещать по столу. Если заготовка имеет габариты большие, чем габариты стола, тогда ее устанавливают на плите вне станка.
Режимы резания назначаются в зависимости от материала, вида резания, точности, жесткости и т.п.
Характеристики
Основной характеристикой при выборе горизонтальных расточных станков данного типа является диаметр шпинделя, размеры которого составляют от 80 до 320 мм.
Классификация
Условно горизонтально-расточные станки делятся на три группы:
- А – применяются для обработки негабаритных деталей, оборудование этой группы имеют диаметры шпинделя от 80 до 110 мм;
- Б – применяются для обработки средних заготовок, диаметры шпинделя составляют от 150 до 220 мм;
- В – применяются для обработки массивных и крупногабаритных деталей, с диаметром шпинделя до 320 мм и размерами столов от 800×900 до 1600×1800 мм.
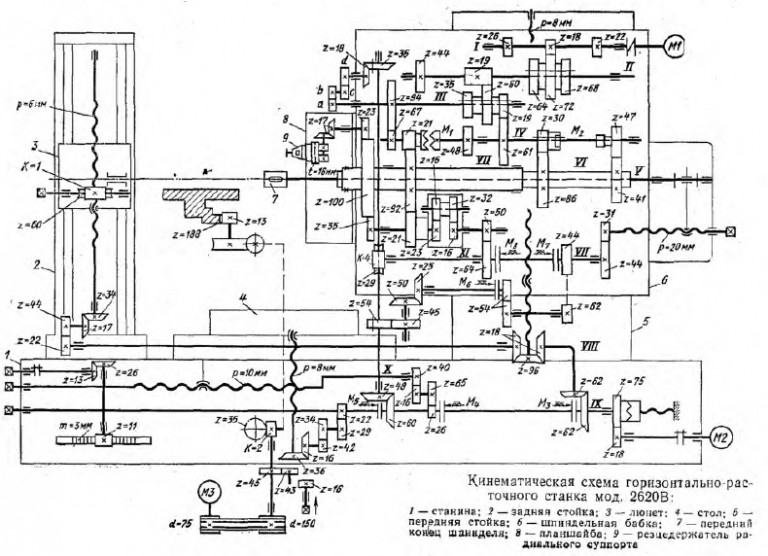
На рисунке представлена кинематическая схема горизонтального расточного станка 2620В с максимальным диаметром растачивания 20 мм высокой точности.
Координатно-расточные станки
Широко применяются в инструментальных и опытных производствах, когда необходимо изготовить детали с высокой точностью.
На координатно-расточных станках можно выполнять операции:
- сверления,
- растачивания,
- фрезерования,
- растачивание фасонных поверхностей: 2D-контуров и 3D-поверхностей,
- шлифование,
- нарезание резьбы,
- измерение линейных и угловых размеров.
- На видео происходит проверка на точность:
Классификация
В зависимости от расположения основных узлов оборудования, можно классифицировать на:
- одностоечные с вертикальным расположением шпинделя;
- одностоечные с горизонтальным расположением шпинделя;
- двухстоечные с вертикальным расположением шпинделя;
- двухстоечные с вертикальным и горизонтальным расположением шпинделя.
Преимуществами одностоечных станков являются наличие дополнительного пространства, что позволяет легко устанавливать заготовки, приспособления и инструмент.
Оборудование с горизонтальным расположением шпинделя характеризуется большей жесткостью – это позволяет обрабатывать глубокие отверстия, применяя дополнительную оснастку.
Основной недостаток одностоечных станков – малый ход шпиндельной бабки по длине в вертикальном направлении.
Двухстоечные станки обладают большей жесткостью и большим перемещением по длине шпиндельной бабки. Большая жесткость сказывается в лучшую сторону на точности обработки.
Минусом двухстоечной компоновки является более худший обзор установленной заготовки.
Алмазно-расточные станки
Применяются для прецизионного растачивания цилиндрических, конических поверхностей, канавок, торцов в условиях массового и крупносерийного производства. В результате получаются высококачественные поверхности с точными размерами и минимальными отклонениями от формы вследствие малых усилий резания стружки.
Примером деталей обрабатываемых на алмазно-расточных станках являются детали автомобильных двигателей, имеющих отверстия различной формы и конфигурации.
Оборудование данного типа комплектуется 2 видами инструмента:
- алмазный – для точения цветных металлов, пластмасс, вулканизированных каучуков и других синтетических материалов;
- твердосплавный – служит для точения сталей и чугунов.
Использование алмазного инструмента дает такую же шероховатость поверхности как шлифование.
Процесс тонкого растачивания характеризуется такими параметрами:
- шпиндель станка имеет высокую частоту вращения (до 8000 об/мин);
- резание происходит при небольших подачах 0,01 – 0,1 мм/об и глубине резания 0,05 – 0,5 мм;
- скорость резания в зависимости от материала колеблется в пределах 60 – 1000 м/мин;
- шероховатость поверхности составляет Ra = 0,16 – 0,63 мкм;
- отклонение от круглости составляет не более 0,003 – 0,005 мм.
При алмазном растачивании отсутствует эффект шаржирования — воздействия на поверхностный слой заготовок абразивными частицами, который возникает при шлифовании, хонинговании и доводке. Шаржирование уменьшает износостойкость обработанных заготовок.
К станкам предъявляют жесткие требования:
- шпиндели должны обладать высокой частотой и точностью вращения с отсутствием вибраций;
- подача должна регулироваться бесступенчато и иметь малые ее величины;
- обладать высокой скоростью ускорения ходов.
Характер направления оси шпинделя делит оборудование данного типа на две группы:
- вертикальной компоновки – являются универсальными с многоступенчатыми коробками скоростей и подач, имеют сменные шпиндели для точения заготовок диаметром от 20 до 200 мм в с небольшой программой выпуска, предназначены для растачивания блоков цилиндров дизельных и бензиновых двигателей, цилиндрических отверстий при ремонте и производстве деталей;
- горизонтальной компоновки – применяются для окончательной расточки отверстий по форме и размерам, подрезки торцов.
При наличии радиального суппорта открывается возможность обрабатывать отверстия и торцы больших размеров. Оборудование горизонтальной компоновки с подвижным столом являются автоматическими и имеют высокую точность.
Цифровое обозначение
По классификации ЭНИМС расточные станки относятся к сверлильной группе, т.е. при обозначении первая цифра «2». Сверлильная группа подразделяется на несколько типов, в которых цифра:
- 4 – координатно-расточные станки;
- 6 – алмазно-расточные станки;
- 7 – горизонтально-расточные станки.
Буквы между цифрами говорят о проведенной модернизации базовых моделей. Буквы после цифр говорят о точности: Н – нормальной, П – повышенной и т.д.
Последние две цифры обозначают максимальный диаметр обработки.
Пример обозначения:
2А450 — модернизированный координатно-расточной станок с максимальным диаметром обработки 50 мм нормальной точности.
2435П — координатно-расточной станок повышенной точности с максимальным диаметром обработки 35 мм.
Производство расточных станков
На территории Российской Федерации производством занимается два завода:
- «Завод расточных станков» г. Иваново;
- «Московский завод координатно-расточных станков».
Импортные модели представлены брендами:
- ReTOS – производство горизонтальных расточных станков (Чехия);
- SMTCL (Китай).
/rating_off.png "1 Звезда")



