Строгание — процесс снятия слоёв металла с плоских поверхностей заготовок. Используется наряду с фрезерованием, но отличается иной кинематикой движения рабочего инструмента: если фреза совершает вращательное движение, резец на строгальном станке — возвратно-поступательное. На таком оборудовании часто выполняют также пазы и канавки.

Содержание статьи:
Разновидности оборудования
Строгальный станок по металлу может быть продольно-строгальным или поперечно-строгальным. Принцип обработки заготовок на таких разновидностях принципиально отличается. Продольно-строгальные станки предназначаются для обработки сравнительно коротких поверхностей, поэтому в них перемещение получает стол, к которому крепится обрабатываемое изделие, в то время, как резец размещается в резцовой головке суппорта, и остается неподвижным относительно станины. В поперечно-строгальном станке всё наоборот: движется резец, а установленный на столе полуфабрикат — неподвижен.
Строгальные станки проигрывают фрезерным в производительности, потому что имеют стадию холостого хода, когда заготовка или резец перемещаются в новое положение. Зато привод не является таким энергоемким, т.к. вращательное перемещение рабочего инструмента (как в фрезерных станках) требует от приводного двигателя повышенных затрат работы.
Классификация рассматриваемого металлорежущего оборудования производится и по другим параметрам:
- По типу привода. Выпускаются агрегаты с гидравлическим приводом хода стола (или инструмента), а также с кривошипно-кулисным вариантом привода. У первых скорости подвижных узлов — постоянны, а у вторых могут меняться сообразно особенностям технологии обработки. Для этого достаточно переустановить в новое положение камень кулисного механизма.
- По количеству рабочих поверхностей, которые можно обрабатывать одновременно. Четырехсторонние строгальные станки по металлу могут обрабатывать заготовки одновременно по всем граням полуфабриката, в то время, как двухсторонние — только с противоположных сторон. Соответственно, суппорт станков первой разновидности имеет более сложную конструкцию и предназначается для установки четырех резцов. Односторонние станки — преимущественно малогабаритные.
- По мощности привода. Малогабаритные станки ограничены в своем функционале, но привлекают потребителя небольшой ценой и компактностью, поэтому могут размещаться на небольших металлообрабатывающих производствах, или даже в частных мастерских.
- По конфигурации перемещения инструмента или стола. Для сложных траекторий производятся фасонно-строгальные станки по металлу, снабжаются системой ЧПУ. Они находят применение в мелкосерийном производстве, при необходимости получения на изделиях сложных плоских поверхностей. Квалификация рабочего при этом не имеет большого значения, поскольку все перемещения производятся по заблаговременно введенным в память системы координатам.
Устройство станков по металлу
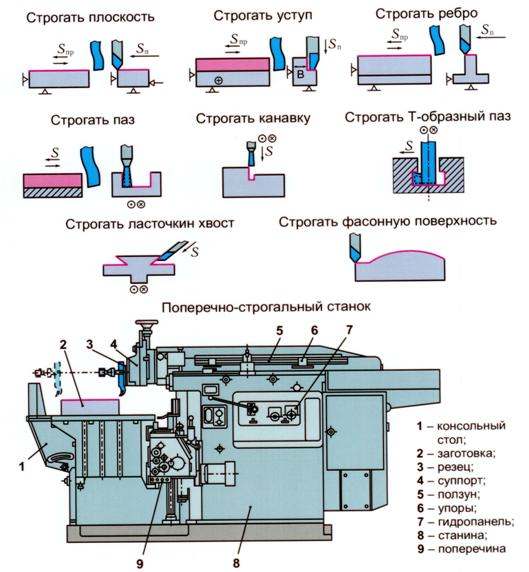
Для качественного выполнения возложенных функций, строгальные станки должны иметь в составе следующие узлы:
- станину;
- суппорт с одним или несколькими резцедержателями;
- раму (на крупных станках рама имеет портальную конфигурацию, на более мелких — выполняется в виде консоли);
- механизм перемещения стола и/или суппорта;
- рабочий стол с Т-образными пазами для точного позиционирования изделия;
- электродвигатель;
- насосную станцию для подачи в зону строгания смазочно-охлаждающих сред;
- поперечины, соединяющей между собой элементы рамы и придающей ей необходимую жесткость;
- блока управления.
Для рабочих перемещений резца в продольно-строгальных станках применяется кривошипно-кулисный привод. Многочисленные варианты его настройки позволяют производить операции с металлом по вертикальным, горизонтальным и наклонным плоскостям.
Изменение скорости перемещения подвижных частей производится коробкой передач, где имеется набор нескольких шестеренных пар. Включая (вручную, либо по программе) в работу определенную пару, получают новую скорость движения заготовки или инструмента. Выбор зависит от механических характеристик обрабатываемого металла. Для менее пластичных материалов используют силовое резание, с увеличенными скоростями подачи, а пластичные заготовки строгают с уменьшенными скоростями, чтобы избежать налипания стружки на резец, уменьшить потери на трение и снизить температурную деформацию заготовки.
Номенклатура и обозначения
Все типоразмеры строгального оборудования включены в группу станков для обработки плоских поверхностей. При этом отдельно маркируются станки общего назначения (как поперечно-, так и продольно-строгальные), специализированные и специальные.
Общий классификационный индекс для подобного оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первый индекс — цифра — определяет отнесение станка к конкретному виду. Для рассматриваемого оборудования это всегда цифра 7. Далее идет цифра, указывающая на тип станка:
- 1 – одностоечный продольно-строгальный;
- 2 — двухстоечный продольно-строгальный;
- 3 – поперечно-строгальный;
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Обычно это — наибольший габарит обрабатываемого изделия в дециметрах. Марка 7310 будет указывать на то, что данный агрегат — поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что это оборудование снабжено системой ЧПУ.
/rating_off.png "1 Звезда")



