В середине 80-х в Горьком начали выпуск фрезерных станков новых марок: 6Т12, 6Т13, представляющих развитие поколения Р. Назначение и сфера применения остались прежними: фрезерование всевозможных деталей преимущественно из чёрных металлов и сплавов в цехах с типом производства от единичного до среднесерийного.
Расшифровка названия станка согласно кодировке ЭНИМС:
- 6- фрезерный (группа);
- Т- модификация (серия);
- 1- вертикальный (подгруппа);
- 3- типовой размер (исполнение);
- нормальной точности (в обозначении не указывается класс Н).
Содержание статьи:
Краткое описание конструкции, узлов и кинематики
Вертикально фрезерный станок 6Т13 построен по классической компоновке, обеспечивающей вращение инструмента — главное движение резания и перемещение заготовки по каждой из трёх координат с рабочей или ускоренной подачей.

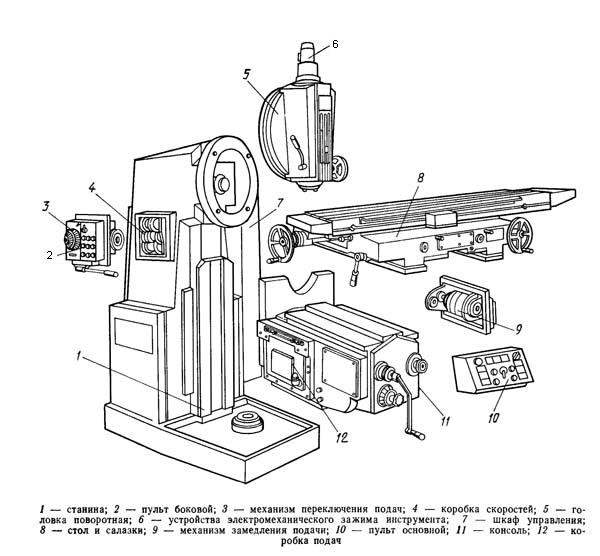
Инструкция по эксплуатации содержит разрезы узлов с пояснениями достаточными для понимания взаимосвязей и принципа действия отдельных элементов. Рассмотрим самые важные из них.
Массивная литая станина служит базой для поворотной головки и консоли, перемещающейся вертикально по направляющим. В колонне размещена коробка скоростей, резервуар смазки, справа закреплен шкаф управления, слева — боковой пульт, сзади — фланцевый электродвигатель главного привода.
Горловина станины снабжена выточкой для центрирования головки, закрепляемой болтами к фланцу и фиксируемой в требуемом угловом положении коническим штифтом. В центральной расточке головы установлена выдвижная гильза со шпинделем на двух опорах качения.
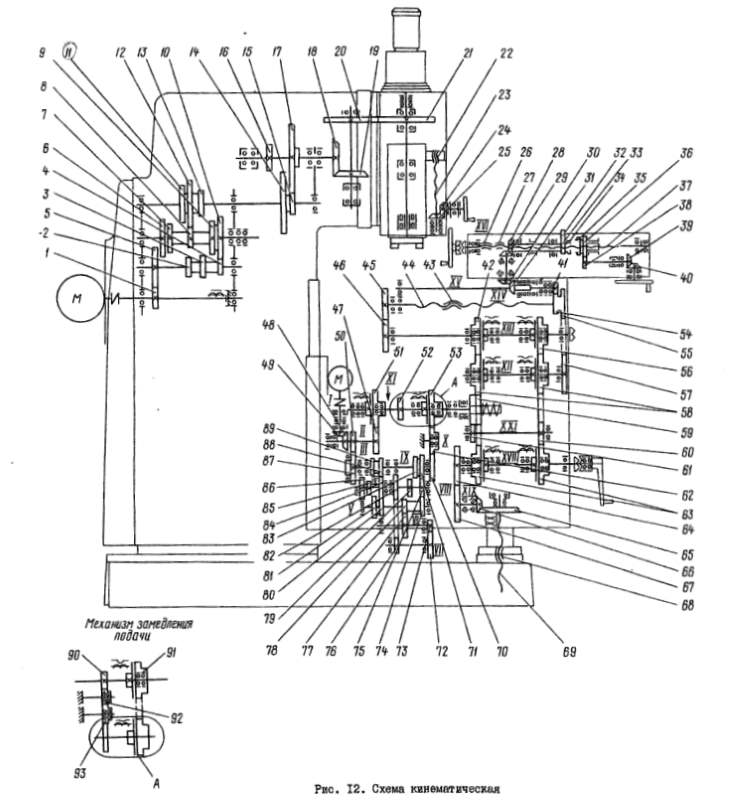
В коробке скоростей посредством соответствующего соединения двух тройных и одного двойного блока шестерен реализовано 18 частот вращения. Движение от двигателя к ним передаётся через муфту, от выходного горизонтального вала шпинделю при помощи конической и цилиндрической зубчатых пар.
Консоль — основание для салазок и стола, обеспечивает соединение участков кинематической цепи, через раздаточный узел сообщает вращение ходовым винтам. В консоль интегрированы коробка подач, передачи ускоренных движений, раздаточный узел, механизм замедления и управляющий вал переключений.
Особенности и преимущества
Несмотря на три десятка лет от периода разработки, модель остаётся востребованной среди аналогов благодаря конструктивным решениям, обеспечивающим:
- точность;
- надёжность и долговечность;
- производительность;
- безопасность.
Перечисленные положительные качества оборудования, определяются комплексом факторов.
Минимальные отклонения формы и расположения обрабатываемых поверхностей обусловлены высокой жесткостью несущих элементов и шабрёнными направляющими оптимального профиля.
В опорах шпинделя используется двухрядный роликовый и парные радиально-упорные подшипники значительной нагрузочной способности, позволяющие производить скоростное и силовое резание. Ресурс при штатной смазке и правильном натяге превышает срок до капитального ремонта. Паспорт на фрезерный станок 6Т13 включает перечень подшипников с указанием класса.
Устранение люфта в винтовой паре продольных перемещений осуществляется поворотом подвижной гайки червяком, входящим в механизм регулировки осевого зазора.
Все ходовые гайки — биметаллические, быстроизнашиваемые детали в сопряжениях трения — стальные с поверхностной закалкой ТВЧ, аналогично термообработаны зубчатые колёса, что обеспечивает долговечность, снижает расходы на запчасти.
Эффективная централизованная смазочная система состоит из двух независимых групп: для механизмов в станине и консоли соответственно, каждая питается от собственного плунжерного насоса.
Указанные особенности определяют длительность межремонтного цикла не менее 11 лет при двухсменном графике, соблюдении эксплуатационных требований и преимущественном фрезеровании стали.
Высокая мощность приводов, широкий диапазон подач и скоростей, наряду с малой податливостью системы позволяют вести высокопроизводительное фрезерование инструментами, оснащенными пластинами из твёрдых сплавов и СТМ.
Экономия дополнительного времени достигается за счёт электромеханического закрепления инструмента, перемещения стола по автоматическим циклам, переключения оборотов без последовательного прохода ступеней.

Вопросы безопасности решены внедрением:
- подвижного ограждения;
- останова шпинделя тормозной электромагнитной муфтой;
- механизма пропорционального уменьшения подачи при врезании и выходе;
- предохранительной муфты;
- дублирования стоповых кнопок;
- блокировок.
Преемственность с предыдущими версиями упрощает освоение станочником. Применение в кинематике электромагнитных муфт сокращает усилия на переключения. Эргономика улучшена сведением кнопок управления на два пульта: боковой и основной.
Важнейшие характеристики
Вертикально фрезерный станок 6Т13, технические характеристики которого приведены в таблице, может развивать усилие резания 20000, 12000, 8000 Н по Х, У, Z соответственно. Предельные крутящие моменты для всех частот указаны в паспорте фрезерного станка.
| Стол | |||
| Рабочая зона, мм | длина | 1600 | |
| ширина | 400 | ||
| Ход максимальный, мм | продольный | 1000 | |
| поперечный | 400 | ||
| вертикальный | 430 | ||
| Подача | ступеней | 22 | |
| продольная,
поперечная |
мм/мин | 12,5…1600 | |
| вертикальная | 4,1…530 | ||
| Быстрое движение, мм/мин | продольное, поперечное | 4000 | |
| вертикальное | 1330 | ||
| Передвижение при повороте лимба, мм | продольное,
поперечное |
на деление | 0,05 |
| на оборот | 6 | ||
| вертикальное | на деление | 0,05 | |
| на оборот | 2 | ||
| Головка | |||
| Шпиндель | число ступеней | 18 | |
| диапазон частот, об/мин | 31,5…1600 | ||
| конец | ISO 50 | ||
| Ход гильзы, мм | полный | 80 | |
| по лимбу | на деление | 0,05 | |
| на оборот | 4 | ||
| Поворот, град | диапазон | ±45 | |
| на одно деление | 1 | ||
| Ограничения | |||
| Диаметр фрезы максимальный, мм | 200 | ||
| Максимальный вес заготовки и оснастки, устанавливаемых на столе, кг | 630 | ||
| Электродвигатели | |||
| Мощность, кВт | привода | главного | 11 |
| перемещений | 3 | ||
| зажима оправок | 0,25 | ||
| охлаждения | 0,12 | ||
| общая | 14,37 | ||
| Габариты, вес | |||
| Длина × ширина × высота, мм | 2570 × 2252 × 2430 | ||
| Вес с электрошкафом, кг | 4300 | ||
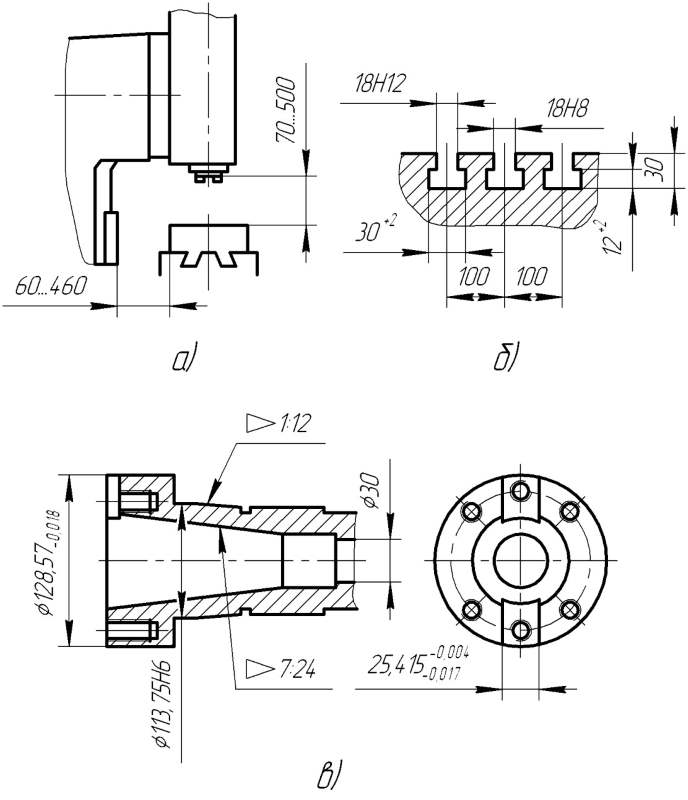
Рабочее пространство (а), присоединительные размеры стола (б) и шпинделя (в)
Оснастка и принадлежности
Установка делительных приспособлений поворотного стола позволяет обрабатывать пространственные канавки, радиусные кривые, зубья, пазы и прочие элементы, расположенные по окружности и требующие поворота при формообразовании.
Для закрепления концевых фрез в зависимости от хвостовика используют патроны цанговые или оправки с внутренним конусом Морзе, для торцовых сборных и насадных фрез применяют оправки с поперечной и продольной шпонкой.
Сменные цанги имеют диапазон диаметров от 2 до 40 мм. Цанги универсальны, обеспечивают большую площадь контакта и равномерность фиксации хвостовика, чем снижают вибрация и перекос. При замене цанги патрон не снимают. Рационально использовать цанги для ответственных чистовых операций, обработки мелких заготовок.
Номер цанги для фрезерного станка 6Т13 подбирают по диаметру осевого инструмента и размерам отверстия оправки.
Ремонт и модернизация
Для эффективной эксплуатации 6Т13 описание станка в документации иллюстрируется схемами: кинематической, расположения подшипников, смазки, строповки. Вторая часть руководства посвящена электрооборудованию, в ней приводится принципиальная электрическая схема и спецификации, по которым следует подбирать запчасти.
На основании статистики выявлены элементы, чаще заменяемые механической службой при поломках. Паспорт на станок 6Т13 содержит чертежи быстроизнашивающихся деталей. Унификация позволяет частично заимствовать запчасти для фрезерных станков 6Т13 у представителей других серий.
Перед началом работ по обновлению электрооборудования 6Т13 электросхема соединений проверяется на наличие расхождений в маркировке проводов во избежание ошибок акоммутации.
Станок вертикальный консольно-фрезерный 6Т13 можно модернизировать по таким направлениям:
- установка оптических линеек и устройства индикации (УЦИ) – повышает удобство, снижает затраты времени оператора;
- комплектация шкафа и пультов современными электроаппаратами — высвобождает место, улучшает доступ, уменьшает время на замену, запчасти в наличии повсеместно;
- замена плунжерных насосов на агрегаты с электроприводом — повышает надёжность системы смазки;
- возможно заимствование бесступенчатого привода подачи от нерабочих представителей серии Т, оснащенных ЧПУ.
После модернизации в электрическую схему вносят изменения, вводят дополнительные листы.
В каждом случае необходим экономический расчет целесообразности и уровня реноваций, исходя из состояния фрезеровочного оборудования, расходов на запчасти, планируемой загрузки и прочих факторов.
/rating_on.png "1 Звезда")
/rating_off.png "5 Звезд") (1 оценок, среднее: 4,00 из 5)
(1 оценок, среднее: 4,00 из 5)


