Фреза представляет собой инструмент, используемый для обработки разных изделий. Применяются фрезы разного типа, позволяющие производить изменение внешних и внутренних поверхностей с максимальной точностью. Чтобы получить высокую производительность, фреза должна иметь высокую кондицию — острую заточку. Концевые фрезы для работы с металлами, древесиной, пластмассой, стеклом ведутся с использованием специальных станков и оснастки.
Содержание статьи:
Способы заточки инструмента
Заточка осуществляется для восстановления режущей способности, с проведением операций, выполняемых поконтурно и раздельно.
Фрезы, поступившие на заточку, предварительно шлифуются по цилиндрической поверхности с использованием кругло-шлифовального станка для устранения повреждений с дальнейшей заточкой задней или передней части зубьев.
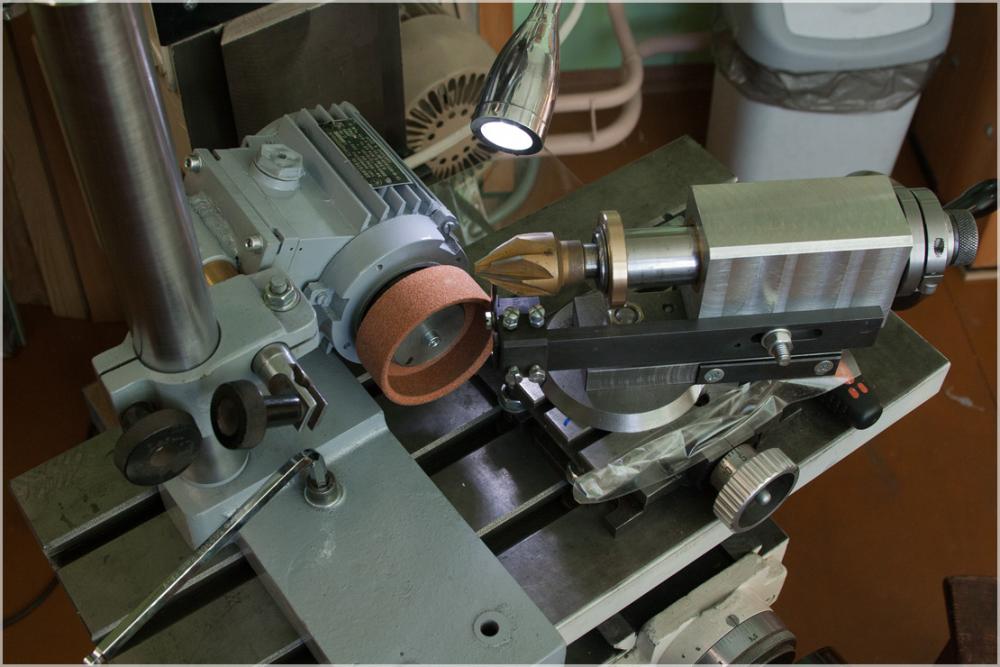
Концевые фрезы, с остроконечной формой зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы. Для этого круг устанавливают по отношению к оси под углом 89°, что позволяет добиться требуемого контакта между соприкасающимися поверхностями.
При выполнении заточки задних поверхностей концевых фрез используют 2 основных метода:
- полиэлементный;
- контурный.
При использовании поэлементного метода кромки затачиваются отдельно. Сначала производится заточка основных поверхностей всех зубьев, затем вспомогательных и переходных.
При контурном методе – заточка, ведется последовательно каждого зуба за операцию. Применяется и однооборотный метод заточки, когда режущие кромки обрабатываются за 1 операцию. Все зубья затачиваются в один оборот, припуск удаляется шлифованием.
Типы применяемого инструмента
На больших предприятиях применяются различные виды инструментов:
- Цилиндрические — для обработки заготовок на станках, оснащенных горизонтальным шпинделем.
- Торцевые — для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые — для проходки уступов, выемок, контуров (криволинейных). Используются на установках во время вертикально-фрезерной обработки.
- Дисковые — для проходки пазов, канавок на горизонтальных станках.
- Шпоночные — для проходки канавок на станках с вертикальным шпинделем.
- Угловые — для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные — для обработки фасонных поверхностей.

Для обработки заготовок используется оснастка, предназначенная для работ:
- по металлу;
- по дереву.
Фрезы с соответствующей оснасткой выпускаются в качестве наборов с посадочными размерами крепежной части разных диаметров. Чтобы фреза использовалась длительный период она должна быть всегда заточена, а при проведении работ необходим температурный режим, не допускающий перегрева, снижающий их характеристики прочности.
Использование оборудования для заточки червячных фрез
При обработке заготовок часто используются червячные фрезы.

Характеристики фрез строго прописаны ГОСТом 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, выполненными из быстрорежущей литой стали или коваными.
Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.
При использовании червячных фрез для нарезания цилиндрических зубчатых колес рабочие части зуба изнашиваются по разному на разных участках.
Для повышения срока использования червячных фрез можно использовать метод высотной коррекции за счет изменения формы пространственной кривой, по которой идет рабочий процесс. Применяется и метод осевых смещений инструмента, повышающий скорость проведения операций с увеличением срока использования фрез.
Процесс заточки затылованных червячных фрез производится по передней части, а острозаточенных по задней поверхности зуба. После завершения процесса производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
С помощью чего фиксируется инструмент?
Оснастка, используемая для крепления инструмента, делится на 2 типа:
- насадочную;
- концевую.
Концевая крепится с помощью цанги и патрона, а насадочная устанавливается на шпиндель с применением специальной оправки.
Для крепления инструмента производят оправки 2-х видов:
- центровые;
- концевые.
Центровые оправки производят с коническим хвостовиком, имеющим размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе.
Допускается при использовании такого типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами.
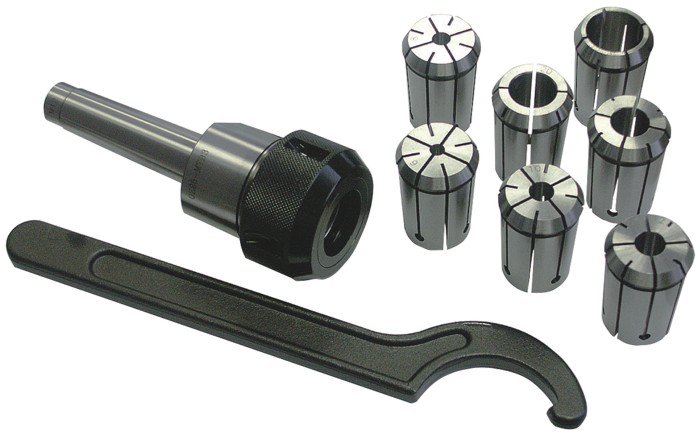
При использовании цилиндрической концевой фрезы нужен патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать требуемый размер для надежной фиксации.
 Инструменты для фиксации заготовки
Инструменты для фиксации заготовки
Для проведения фрезеровки, необходимо фиксировать заготовку. Для этого могут использоваться:
- поворотные столы;
- тиски;
- зажимы.
Круглые поворотные столы используются для проведения операций фрезерования заготовок с криволинейной поверхностью.
Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые крепится к столу болтами и гайками. Для фиксации мелких заготовок используются тиски простые и с поворотным механизмом.
Дополнительные приспособления
Для фиксации деталей с цилиндрической формой, используют трехкулачковый патрон и специальные центры, фиксируемые на хомутиках и люнетах. Эти приспособления применяются для обработки деталей под заданным углом при вращении.
Делительная головка состоит из элементов:
- корпуса;
- колодки поворотной;
- шпинделя.
На шпиндель крепится трехкулачковый патрон, нужный для фиксации заготовки другим концом, упирающимся в бабку. Колодка может вращаться с фиксацией под нужным углом. При обработке длинной заготовки для фиксации используются люнеты.
/rating_off.png "1 Звезда")



