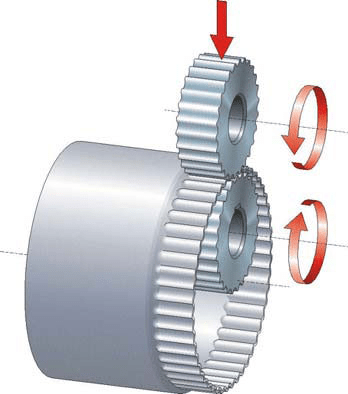
Зиговкой называют работы по производству поверхностного рельефа на металле с помощью непрерывно вращающегося инструмента — пары роликов. Профиль получаемых зигов соответствует профилю роликов, а для обработки могут использоваться как плоские, так и объёмные заготовки (простейший пример — цилиндры).

Содержание статьи:
Преимущества процесса и эффективные способы его применения
Формовка поверхностного рельефа на заготовке не имеет ударного характера и может выполняться на прессовом оборудовании, однако прессам необходим неспециализированный инструмент — штампы, а особенность схемы работы гибочных механических агрегатов предполагает стадию холостого хода, когда ползун машины перемещается в свое верхнее положение. Поэтому зиговка на ротационных машинах имеет явные технологические преимущества:
- Простая конструкция зигмашин, а, следовательно, их небольшая цена и низкая сложность ремонта.
- Компактность оборудования (ряд фирм конструирует и производит мобильные зиговочные станки с ручным приводом).
- Процесс зиговки ротационным инструментом отличается низкими энергозатратами при работе, поэтому оборудование потребляет немного электроэнергии.
- На зигмашине обработка заготовок может производиться непрерывно, а потому оборудование пригодно для пластического деформирования длинных листов и полос, даже в автоматическом режиме.
- Технологические нагрузки на инструмент для зиговки небольшие. Поэтому его стойкость позволяет длительную эксплуатацию до полного восстановления. Один и тот же комплект можно использовать по 2 раза, только понадобится провести перешлифовку.
Большую эффективность имеют зиговочные станки в мелкосерийном производстве, когда на одной установке с помощью создания простой замены инструмента можно сделать разные детали. На зигмашинах типа ИВ2714 легко выполняют работы по фальцовке трубчатых соединений, производят местное профилирование, наносят периодический рельеф и отрезают отдельные фрагменты ленты/полосы после деформирования. Зиговка повсеместно используется и при работах с элементами вентиляционных систем.
Разновидности и конструктивные решения зиговочных станков
Подобное оборудование различают по таким признакам:
- По типу привода. Выпускаются зигмашины с электроприводом, и с ручным приводом.
- По количеству пар роликов для зигмашин — с двумя (ИВ2714, ИВ2716) и четырьмя.
- По способу управления — педалью или с применением кнопочной станции.
- По мощности и толщине обрабатываемого металла. На ручных станках нельзя выполнить зигование заготовок толще 1-1,2 мм, тогда как на приводном оборудовании выполняется обработка стали и большей толщины — до 4 мм.
- По наличию или отсутствию узла реверсирования привода на зигмашине (в первом случае можно выполнять калибрующую зиговку рельефа, требующуюся при обработке продукции, сделанной из высокоуглеродистых сталей). Такие возможности оговариваются в паспорте и технической документации.
Наиболее популярными моделями зигмашин с электроприводом стали двухроликовые машины серии ИВА 27 с горизонтальным расположением шпинделей. Зиговочные станки электромеханические производятся в соответствии с регламентом ТУ 2-041-94, и включают следующие узлы:
- приводной электродвигатель;
- двухступенчатый редуктор типа рм;
- опорного вала;
- промежуточной зубчатой передачи;
- пневмоцилиндра (или гидроцилиндра), управляющего перемещением верхнего рабочего ролика;
- рычажного привода нажимного вала;
- пары роликов;
- механизма упора (для зиговки штучных заготовок);
- узла подачи;
- системы управления (педаль, кнопка).
Электромеханическая зиговочная машина действует так. При включении двигателя крутящий момент через понижающий редуктор и промежуточную передачу подаётся на нижний опорный ролик, куда до упора подаётся заготовка, предварительно прошедшая через узел правки. При включении рычажной системы с пневмоприжимом оснастки последняя подаётся до контакта с поверхностью заготовки, затем упор откидывается, и датчик движения включает силовую подачу полосы в отрегулированный зазор. Производится формообразование рельефа, соответствующего профилю инструмента. При необходимости работ по калибровке полученного профиля вращение двигателя реверсируют, либо проводят повторную зиговку, несколько уменьшая значение рабочего зазора. Для извлечения готового изделия из рабочего пространства зигмашины достаточно вернуть инструмент в верхнее положение посредством включения цилиндра на обратный ход.
Зиговочная машина может работать в составе поточной линии профилирования, работают в автоматическом режиме, причём в качестве исходной заготовки используется лента или длинная полоса металла. Для облегчения съема готовой детали, станок оснащается либо рулонным наматывателем, либо качающимися рычагами сброса, управление которыми производится от кулачков, устанавливаемых на свободном конце опорного вала.
| Модель | Максималь-ная толщина обрабатывае-мого металла, мм | Вылет станины, мм | Максима-льная скорость зиговки, м/с | Минималь-ная скорость зиговки, м/с | Суммарная мощность привода, кВт | Дополнитель-ные возможности |
| ИВ 2714 | 2,5 | 400 | 0,283 | 0,045 | 4,35 | Рольганг, устройство для круговой резки |
| ИВ 2716 | 4,0 | 500 | 0,283 | 0,055 | 5,3 |
Неприводные зиговочные станки
Ручная зиговочная машина эффективна и востребована потому, что энергоемкость зиговки весьма низкая, поскольку усилие процесса прикладывается по дуге контакта с обрабатываемым металлом, а не по всей поверхности заготовки. Мобильные устройства для зиговки обычно оснащают прецизионными подшипниками качения, существенно снижающими фрикционные потери в приводе и удобная для эксплуатации станина со свободным доступом к оснастке с любых сторон.
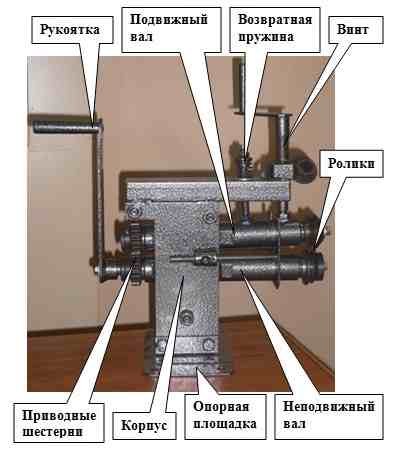
Зиговочный станок ручной работает таким образом. Вначале, с помощью регулировочного винта выставляют на требуемое значение ограничительную рамку (в ручных станках она выполняет роль упора). Затем рычагом поднимают нажимной инструмент на высоту, достаточную, чтобы заготовка вошла в зазор. Вращая основную рабочую рукоятку, прокатывают изделие, одновременно поджимая винтом инструмент до расстояния, равного нужной глубине зига/профиля. При необходимости операцию повторяют, до достижения заданных размеров. Потом верхний вал приподнимают, и снимают полученное изделие. Оборудование для зиговки с ручным приводом, в отличие от зиговочных машин с электроприводом, не требует установки на специальный фундамент.
На профильном сегменте рынка популярны такие производители ручных зигмашин:
-
- Tapco (США). Производитель позиционирует свое оборудование для возможности её эксплуатации в любых условиях, для чего рабочая зона снабжается предохранительным щитком, а все корпусные детали делаются из нержавеющей стали. Поэтому переносной зиговочный станок от Тарсо отличается самой большой ценой.
- Stalex (КНР). Станок зиговочный ручной модели Stalex RM08 очень компактен, и может размещаться на обычный слесарный верстак. Комплектуется набором съёмных роликов, но может обрабатывать металл толщиной до 0,8 мм. Китайское оборудование отличает невысокое качество инструментальной стали (обычно высокостойкие ролики для зигмашины следует сделать из сталей Х или ХВГ), а также отсутствие сети сервис-центров на территории нашей страны.
- Metallmaster (Польша). Зигмашины этого производителя занимают среднюю ценовую нишу. В отличие от предыдущего производителя, станок TZ-12 от Metallmaster оснащен устойчивой станиной, и отличается широкими технологическими возможностями.
/rating_off.png "1 Звезда")



