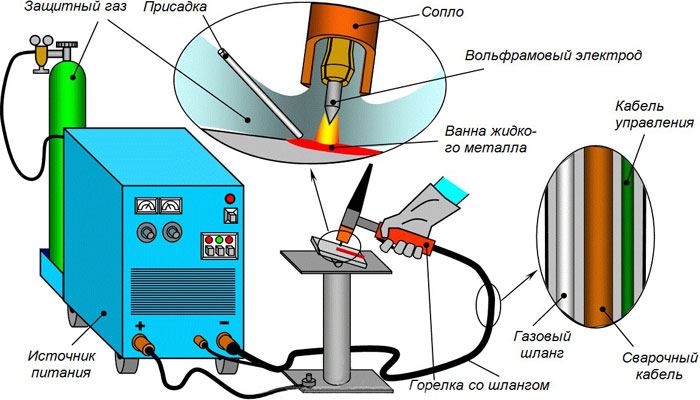
Вольфрамовые электроды применяются при аргонодуговой сварке, проводящейся с использованием неплавящегося электрода в среде газа аргона.
Вольфрам является самым тугоплавким металлом. Температура его плавления составляет 3400°С. Даже при очень высокой термо нагрузке он сохраняет твердое состояние. Именно поэтому из него делают неплавящиеся электроды. В природе вольфрам встречается в виде окисленных соединений.

При аргонодуговой сварке, дуга находится между электродом и деталью. Сам электрод при этом находится внутри сварочной горелки. Для работы используется постоянный ток прямой полярности. Можно использовать и переменный ток, но в этом случае лучше выбрать электроды со специальными легирующими компонентами в составе, повышающими стабильность дуги.
Чтобы изменить или улучшить свойства вольфрамовых электродов, в них добавляют различные примеси редкоземельных металлов. Эти “добавки” определяют марку, которую очень просто запомнить по цвету. Один конец вольфрамовых стержней окрашивается в цвет, соответствующий добавке.
Содержание статьи:
Виды электродов
Каждый вид таких электродов имеет свои отличительные особенности и сферы применения. Давайте более подробно рассмотрим несколько из них:
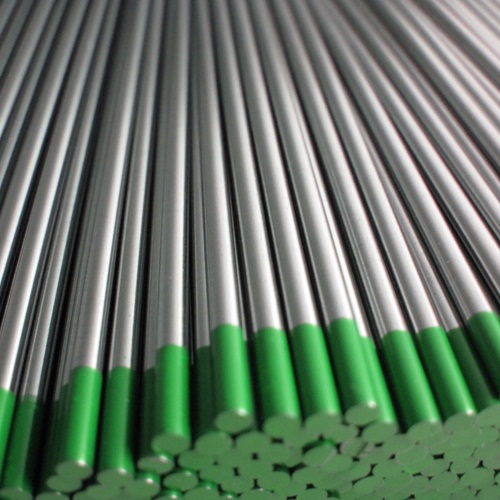
WP — с зеленым наконечником
Эти изделия делаются из чистого вольфрама для работы на переменном токе. Их применяют для сварки алюминия, магния, никеля и их сплавов. Вот какие параметры имеют данные электроды:
- дуга поджигается плохо;
- электроды быстро выходят из строя;
- плохо переносят большой ток;
- опасны для здоровья.
WC — серый наконечник
Данные электроды применяются при работе с материалами, имеющими высокое содержание легирующих компонентов. К ним относится нержавейка, молибден, тантал, медь, никель и др. Для работы используется постоянный ток прямой полярности.
Характеристики:
- хороший поджиг;
- долгий срок службы;
- хорошо переносят большие токи;
- безопасны для здоровья.

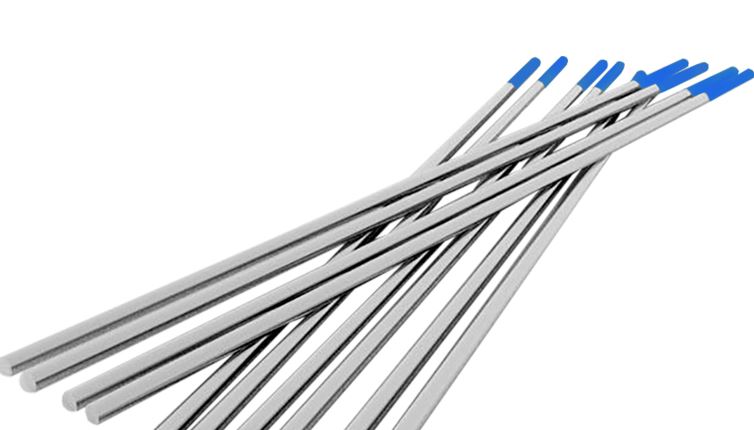
WL — синий наконечник
Электроды WL могут работать как на постоянном, так и на переменном токе. Они предназначены для создания напыления, плазменной сварки, а также соединения тонких материалов, выполненных из простых и легированных сталей. Вот их характеристики:
- нормальное зажигание;
- долгий срок службы;
- хорошо переносят большие токи;
- не вредны для человека.
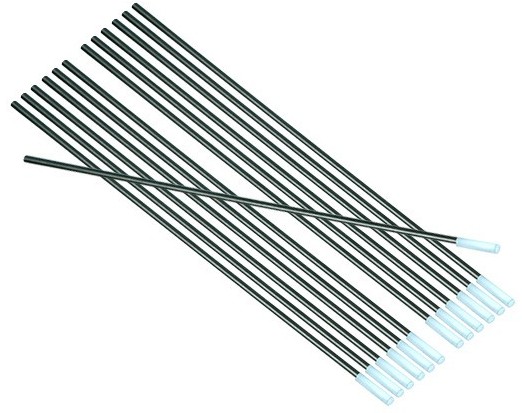
WZ — белый наконечник
Эти прутки применяются в сварке алюминия, магния, никеля и их сплавов, с использованием переменного тока. Они имеют следующие отличительные параметры:
- средний поджиг;
- солидный срок службы;
- стойкость к высоким токам;
- безвредны для человека.
WT — красный наконечник
Предназначены для сварки на постоянном токе прямой полярности. Используются для работы с высоколегированными сталями — медь, никель, титан и сплавы.
Характеристики:
- хорошее зажигание дуги;
- долгий срок службы;
- стойкость к большим токам;
- опасны для здоровья.

Прутки, содержащие торий, опасны. Из-за того, что в них содержится радиоактивный элемент, применяют их очень редко и с использованием специальной индивидуальной защиты.
Состав и технические характеристики
Электроды, имеющие в качестве основного материала вольфрам, являются очень тугоплавкими. Они предназначены для расплавления кромок свариваемых изделий и присадочного материала. В большинстве случаев они используются в защитной среде аргона.
Согласно международным стандартам, маркировка вольфрамовых электродов содержит информацию не только о производителе и типе, но также о химическом составе изделий.
Электрода такого типа могут иметь следующий химический состав:
- Вольфрам — собственно основа всех электродов данного рода. В чистом виде такие электроды использовать очень сложно, поэтому к ним добавляют различные примеси, улучшающие или изменяющие их качества.
- Церий — позволяет придать дуге большую стабильность. Среди основных требований при работе электродами с содержанием церия — чистый наконечник. Во время сварки оксид церия собирается на конце стержня и при наличии на нем посторонних элементов, качество сварки может сильно ухудшаться.
- Торий — используется в прутках, предназначенных для сварки цветных металлов и нержавеющей стали. При работе подобными электродами, необходимо внимательно отнестись к безопасности. Рабочее место длжно быть обеспечено хорошей вентиляций. Торий радиоактивен и может нанести большой вред здоровью.
- Цирконий — эта “добавка” позволяет варить на больших токах, имея при этом стабильную и мощную дугу. Электроды с содержанием циркония предназначены для сварки меди и алюминия. Главным требованием при работе, является чистота сварочной ванны.
- Иттрий — электроды с таким компонентом являются самыми прочными среди вольфрамовых. Их используют при сборке и ремонте конструкций, рассчитанных на большие нагрузки. Они подойдут для сварки меди, титана и прочих сталей.
- Лантан — при сварке изделиями с таким элементом в составе, вы получите стабильную дугу и легкое зажигание (в том числе повторное). Электроды с лантаном имеют большую прочность и стойки к высоким температурам.
Маркировка электродов
Для упрощения определения состава и назначения электродов для аргонодуговой сварки, все они приведены к общей маркировке, которая имеет простую расшифровку.
Первый символ в наименовании вольфрамовых электродов — это всегда буква “W”, то есть вольфрам. Вторая буква означает легирующую добавку:
- С — церий;
- Z — цирконий;
- L — лантан;
- Т — торий;
- Y — иттрий;
- Р — чистый вольфрам.
Первые цифры после букв означают содержание легирующих добавок в процентах. Вторые цифры говорят о длине стержней в миллиметрах.
Стандартная длина электродов составляет 175 мм, но бывают также 150, 75 и 50 мм. Разные электроды могут выпускаться в разных диаметрах: 1,6, 2, 2,4, 3, 4 мм и т. д.
Для удобства, наконечники электродов с разными легирующими компонентами окрашиваются в разные цвета. Каждому элементу соответствует свой окрас:
- Церий — серый;
- Цирконий — белый;
- Лантан — синий, черный, золотой (в зависимости от процентного содержания);
- Торий — красный, оранжевый, желтый;
- Иттрий — темно-синий;
- Чистый вольфрам — зеленый.
Для примера давайте рассмотрим несколько примеров маркировки и попробуем ее расшифровать:
- wc 20 Ø 1 — 175 — это вольфрамовый электрод, легированный оксидом церия (2%), диаметром в 1 мм и длиной 175 мм;
- wl 15 Ø 1.6 — 175 — вольфрамовый электрод, легированный оксидом лантана (1,5%), диаметром 1,6 мм и длиной 175 мм;
- wt 20 Ø 3 — 175 — вольфрамовый электрод, легированный оксидом тория (2%), диаметром 3 мм и длиной 175 мм.
Как выбрать электроды?
Чтобы правильно подобрать электроды, нужно обращать внимание на такие параметры:
- состав электрода и добавки;
- диаметр, влияющий на толщину шва;
- геометрия острия и качество заточки.
Перед тем как купить расходники, посмотрите на маркировку и цвет наконечников. Убедитесь, что они соответствуют вашим нуждам.
Заточка вольфрамовых электродов
Заточка — очень важна для использования этих электродов. От ее формы зависит давление дуги и распределение энергии, передающейся металлу. Заточка влияет на размер зоны проплавления, глубину и ширину соединения.
Заточка электродов для аргоновой сварки производится в двух формах: сфера и конус. Во время этого процесса нужно уделять внимание углу и длине участка заточки, которая должна составляет примерно 2 — 3 диаметра электрода. То есть при Ø 2 мм, заточенный участок должен иметь длину в 4 — 6 мм.
Угол заточки может меняться в зависимости от требований к полученному шву или производительности работы. При высоких требованиях к соединению — угол должен быть острым. Однако при работе с деталями и изделиями, для сварки которых нужна большая производительность, угол заточки следует делать меньше.
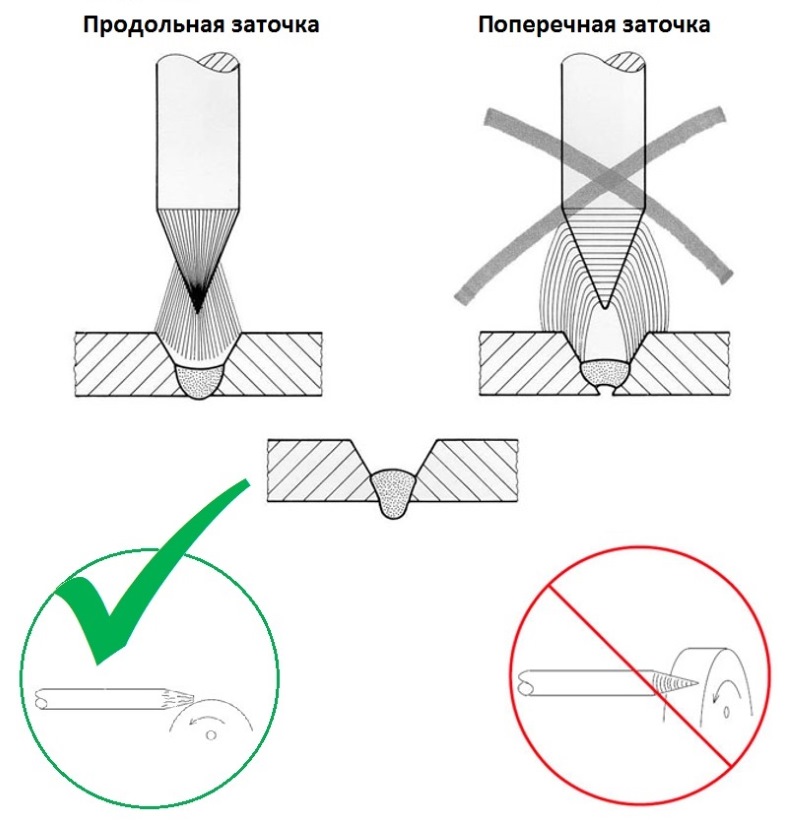
Заточка может производиться вручную или специальной машинкой. Если делать ее вручную, можно использовать болгарку или наждачный круг.
Машинка для заточки выглядит так:

Особенности сварки
Помимо правильного подбора электродов, нужно также знать, как именно выполняется сварка. При аргоновой сварке есть несколько особенностей, которые необходимо знать любому сварщику:
- Соединяя нержавейку и другие материалы, наконечник электрода является проводником тока.
- Правильная заточка влияет на стабильность дуги. При неправильной заточке, страдает качество сварки.
- Помимо состава свариваемого металла, нужно учитывать также состав вольфрамовых электродов.
Данный вид сварки является непростым и имеет множество нюансов. Вот как выглядит процесс сварки:
Вольфрамовые электроды следует применять только при необходимости. Обычную сварку лучше проводить простыми расходниками.
Вот как выглядит сварка:
Заключение
Электроды, в основе которых имеется вольфрам, применяются для особых видов работ, когда требуется соединить “капризные” материалы, не поддающиеся сварке обычным способом. Они требуют не только специального оборудования, но также особой техники и соблюдения правил безопасности.
Цена таких электродов заметно отличается от обычных. Это объясняется более дорогим производством и типом используемых материалов. Изделия выпускаются большим количеством производителей. В основном это иностранные заводы, но есть и несколько отечественных изготовителей.
/rating_off.png "1 Звезда")



