Для изменения формы размеров заготовки из металла можно применять электроэрозионный способ обработки. Он используется на протяжении многих лет в разных отраслях промышленности, характеризуется большой точностью, но низкой производительностью. Для применения этого метода обработки понадобится специальный электроискровой станок. Его можно приобрести или собрать своими руками. Самодельный вариант исполнения можно использовать в быту при мелкосерийном производстве. Стоимость его изготовления своими руками будет ниже, чем покупка промышленной модели. Поэтому разберемся, как можно сделать рассматриваемый электроискровой станок своими руками, что для этого потребуется и в каких случаях он его можно будет использовать.
Содержание статьи:
Принцип рассматриваемого метода обработки
Особенностью обработки электроискровой установкой считается испарение металла происходит из-за воздействия заряда на поверхность заготовки. Примером такого воздействия можно назвать замыкание конденсатора на металлической пластинке — образуется лунка определенных размеров. Электроэрозионный разряд создает высокую температуру, которая просто испаряет металл с поверхности. Стоит отметить, что станок из этой группы уже применяются на протяжении последних 50 лет в разных сферах промышленности. Главным условием применения подобного электроискрового станка можно назвать то, что заготовка должна изготавливаться из определенных марок металла. При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
Основной элемент конструкции
Электроэрозионный станок имеет искровой генератор, выступающий в качестве конденсатора. Для обработки нужно использовать накопительный элемент повышенной емкости. Принцип обработки заключается в накоплении энергии в течение длительного времени, а затем ее выброс в течение короткого промежутка времени. По такому принципу работает и устройство лазерной установки: уменьшение промежутка времени выброса энергии приводит к увеличению плотности тока, а значит существенно поднимается температура.
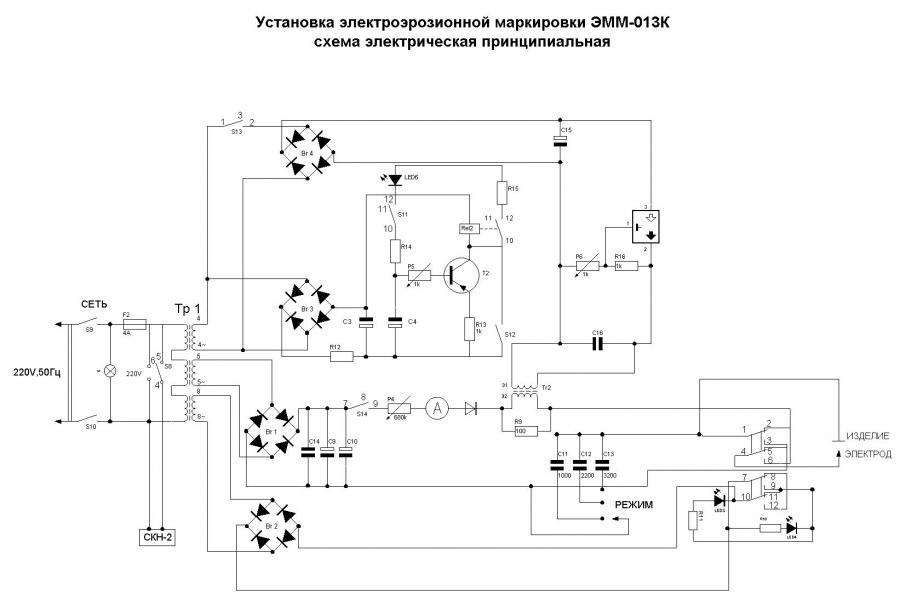
Принцип работы генератора, установленного на электроэрозионный станок, заключается в следующем:
- диодный мост проводит выпрямление промышленного тока напряжением 220 или 380 Вольт;
- установленная лампа ограничивает ток короткого замыкания и защиты диодного моста;
- чем выше показатель нагрузки, тем быстрее проходит зарядка электроискрового станка;
- после того как зарядка закончится, лампа погаснет;
- зарядив установленный накопитель можно поднести электрод к обрабатываемой заготовке;
- после того как проводится размыкание цепи, конденсатор снова заряжается;
- время зарядки установленного накопительного элемента зависит от емкости. Как правило, временной промежуток от 0,5 до 1 секунды;
- на момент разряда сила тока поднимается до нескольких тысяч ампер;
- провод от конденсатора к электроду должен иметь большое поперечное сечение, около 10 квадратных миллиметров. При этом провод должен изготавливаться исключительно из меди.
Частота генерации при подводе электрода электроискрового станка составляет 1 Гц.
Конструкция электроискрового станка
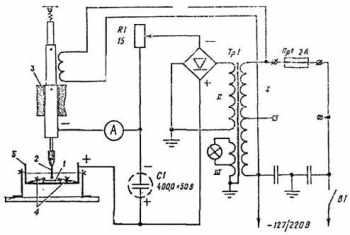
Есть схемы, реализовать которые очень сложно. Рассматриваемая схема может реализовываться собственноручно. Детали для размещаемого генератора не в дефиците, их можно приобрести в специализированном магазине. Конденсаторы имеют большое распространение, как и диодный мост. При этом, создавая самодельный электроискровой станок, следует учесть такие моменты:
- на конденсаторе указываемое напряжение не должно быть меньше 320 Вольт;
- количество накопителей энергии и их емкость выбираются с учетом того, что общая емкость должна составлять 1000 мкФ. Соединение конденсаторов должно проводится параллельно. Стоит учитывать, что мощность самодельного варианта исполнения увеличивается при необходимости получения более сильного искрового удара;
- лампу размещают в фарфоровому патроне. Нужно защитить лампу от падения, устанавливается автомат защиты с силой токи 2-6 Ампер;
- автомат используется для включения цепи;
- электроды должны иметь прочные зажимы;
- для минусового провода применяется винтовой зажим;
- плюсовой провод имеет зажим с медного электрода и штатив для направления.
Самодельный проволочный вариант исполнения имеет небольшие габаритные размеры.
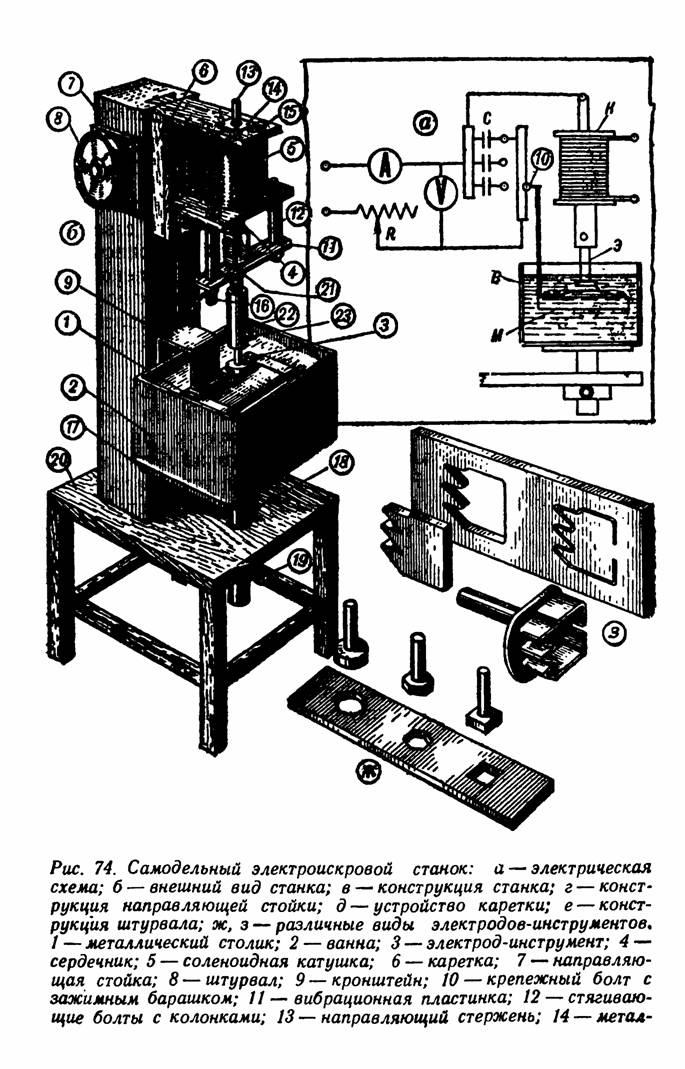
Основные элементы схемы оборудования
Схема состоит их таких элементов:
- электрод;
- винт зажима, используемый для фиксации плюсового провода и электрода;
- втулка для направления;
- корпус, изготавливаемый из фторопласта;
- отверстие, используемое для подачи масла;
- штатив.
Корпус, используемый для соединения всех элементов, вытачивается из фторопласта. В качестве втулки применяется заземляющий штырь, где вдоль оси вытачивается отверстие с резьбой для крепления электрода. Все элементы конструкции крепятся на штатив, который делается с возможностью изменения высоты. Создается отверстие, через которое подается масло.
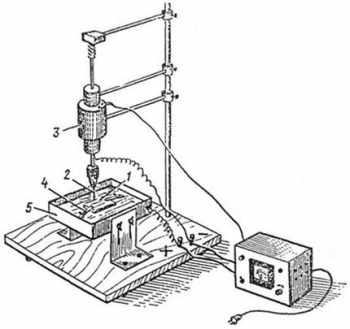
Зачастую резка проводится при использовании устройства, которое питается от пускателя с катушкой, подключаемой к напряжению 220В. Шток пускателя имеет ход 10 миллиметров. Обмотка пускателя подключается параллельно лампе. Поэтому на момент зарядки конденсаторов лампа горит, а после завершения этого процесса — она гаснет. После того, как шток был опущен, происходит искровой заряд.
/rating_on.png "1 Звезда")
/rating_off.png "2 Звезды")



