Кузнечный молот является машиной ударного действия, которая пластически деформирует нагретый до ковочных температур металл. Эти машины просты по своему составу и отличаются высокой ремонтной стойкостью, вследствие чего часто используются на предприятиях, занимающихся ковкой и горячей штамповкой.

Содержание статьи:
Классификация и виды
В зависимости от типа применяемого энергоносителя различаются такие виды агрегатов:
- Паровоздушный молот, используемый энергию перегретого пара.
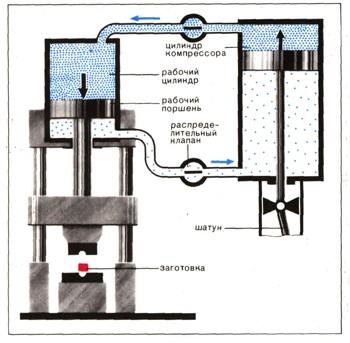
- Пневматический молот, энергоносителем которого выступает сжатый воздух.
- Гидравлический молот, деформирующий заготовку силой потока рабочей жидкой среды (воды или масла).
- Гидровинтовой молот, где, наряду с энергией жидкости применяется и механическая энергия.
- Механический молот, для которого реализован принцип непосредственного преобразования энергии/работы.

Гидравлический молот

Паровоздушный молот

Пневматический молот
Разделение на виды производят и по технологическому назначению. Это определяет особенность конструкции молотов. Ковочный молот имеет отдельно стоящие стойки, а паровоздушный молот отличается исполнением стоек, соединённых с шаботом на крепёжных, подпружиненных деталях.
Принцип компоновки подобных молотов вертикальный. Немногочисленные варианты горизонтальных бесшаботных молотов — импакторов не очень популярны, из-за сложности удержания нагретой заготовки при обработке под давлением. Вместе с этим сотрясение грунта и фундамента значительно уменьшаются, что делает работу на подобном оборудовании комфортнее.
Конструктивные составляющие
По устройству типовой кузнечный молот имеет такие узлы:
- силовой цилиндр;
- шток;
- две боковые стойки;
- шабот;
- бабы;
- система управления.
В цилиндре происходит перераспределение создаваемого паром давления, с направлением потока энергоносителя в нижнюю полость, где жёстко связан шток. На противоположной части штока закреплена баба молота, совершающая возвратно-поступательные перемещения, деформируя материал. Кузнечный молот отличается наличием гладких бойков, а паровоздушный молот снабжается специальным инструментом — штампом.
Текущее позиционирование ведется специальными направляющими на боковых стойках с развитой поверхностью контакта. Аналогичные элементы есть и по боковым поверхностям бабы, из-за чего по нагретой болванке наносятся точные удары.
Шабот является большой и массивной чугунной деталью: по эксплуатационным соображениям масса шабота должна быть в 10 раз больше массы падающих частей. Для снижения вибраций шабот размещается глубоко в грунт, и устанавливается на виброгаситель, в качестве которого принимают большие дубовые доски квадратного сечения.
Последовательность действий
Ковочный молот имеет сложную систему управления, что требует от кузнеца максимальной производственной квалификации и хорошего опыта. Любой паровоздушный распределительный механизм функционирует в цикле холостого и рабочего качаний. Разница состоит в амплитуде колебания: в холостом цикле она составляет, в зависимости от мощности агрегата, 10-50 мм, а в рабочем определяется исходной высотой поковки. С каждым новым ударом параметр уменьшается, а металл охлаждается. Сила следующего воздействия должна быть большей, и это зависит только от угла поворота рычага, перекрывающего отверстия управляющего золотника.
Принцип работы молотов с двойным воздействием заключен в осуществлении таких действий:
- Подъема до верхнего положения (но не до крайнего, потому что в этом случае можно выбить крышку цилиндра, размещенного на подцилиндровой плите).
- Удержание на весу, когда на штамп ставится нагретая болванка.
- Разгон вниз. Первый контакт с заготовкой происходит с небольшим количеством сжатого воздуха (если используется пневмомолот) или пара.
- Подъём с верхней половинкой штампа вверх, и извлечение поковки из нижней полости (или её кантовки, когда горячее деформирование выполняется за несколько переходов).
Технология горячей штамповки состоит в нанесении по заготовке до 5-6 ударов, в зависимости от типа поковки и температуры металла. Конкретная схема деформирования выставляется в технологической карте операции.
Особенности применения молотов других типов
Пневматический молот, ставится в единичном количестве, и обычно снабжается индивидуальной компрессорной установкой. Пневмомолот не отличается большой массой падающих частей, а потому может использоваться для ковки мелких изделий. Обычно пневмомолот имеет С-образную станину, скрепляющуюся для жёсткости боковыми стойками. Штамповочная зона пневмомолота открыта с трех сторон, что позволяет легко проводить обслуживание.
Гидравлический молот имеет ограниченное применение. Часто используют гидравлические агрегаты в горячей листовой штамповке, при работе с малопластичными сплавами титана. Скорость движения штампа в гидравлических молотах меньше, что объясняется отличиями в показателях плотности масла/воды по сравнению с воздухом или паром. Гидравлический исполнительный механизм предполагает высокие требования к герметизации уплотнений, в остальном устройство принципиально не отличается от иных установок.
Механические приводы машин ударного действия — с ремнём, доской, либо рессорно-пружинный, которые встречаются редко, потому что в этом случае дополнительная энергия в зону деформации подвести будет сложно. Их устройство очень простое, но КПД мал.
/rating_off.png "1 Звезда")



