Для проведения операций, связанных с получением отверстий или их обработкой, часто устанавливаются радиально-сверлильные станки 2А554. Выпускается модель Одесским заводом, специализирующимся на производстве подобного оборудования. Модель получила широкое применение в случаях, обработки заготовок большого диаметра и веса. Большой вес обуславливает сложности с его перемещением.

Рассматривая технические параметры радиально-сверлильного станка 2А554 нужно уделить внимание тому, что во время работы подвижен только рабочий орган, где крепится инструмент. Поэтому конструкция весьма практична в применении и подходит для обработки самых различных заготовок.
Содержание статьи:
Область применения
Станок радиально-сверлильный 2А554 в зависимости от оснащения может использоваться для проведения различных работ. В качестве примеров можно назвать следующие операции:
- Развертывание отверстий.
- Сверление отверстий самого различного диаметра.
- Зенкерование.
- Обработка торцов.
- Нарезание во внутренней поверхности резьбы.
Рассматриваемый станок радиально-сверлильного типа отличается от типовой конструкции тем, что большая часть органов управления сосредоточена на корпусе рабочей головки.
Основные технические характеристики
Расшифровка названия станка отражает большое количество информации, но большая часть заносится в паспорт.
Производитель занес в паспорт такую информацию:
- Класс точности радиально-сверлильного станка 2А554 составляет Н. Этот момент определяет то, что использовать эту модель можно для получения точных деталей.
- Работа данного оборудования определяет то, что наибольший диаметр получаемого отверстия составляет 50 мм. При сверлении чугуна показатель увеличивается до 63 мм.
- Все узлы радиально-сверлильного станка 2А554 рассчитаны на нагрузку, которая возникает при получении подобных отверстий.
- Расстояние от оси шпинделя до заготовки регулируется в диапазоне от 375 до 1600 мм. По рукаву сверлильная головка перемещается на расстояние около 1225 мм.
- Конструкция радиально-сверлильного станка 2А554 предусматривает и быстрое перемещение рукава по колонне со скоростью 1,4 м/мин.
- Для обеспечения высокой функциональности рукав может поворачиваться вокруг оси колонны на 360 градусов. Эта особенность радиально-сверлильного станка 2А554 позволяет проводить обработку заготовок без переустановки.
- Технические характеристики определяют то, что размер поверхностной плиты составляет 1020 на 2555 мм. Эти параметры определяют то, каких размеров может устанавливаться заготовка.
- Гильза шпинделя имеет размер 90 м.
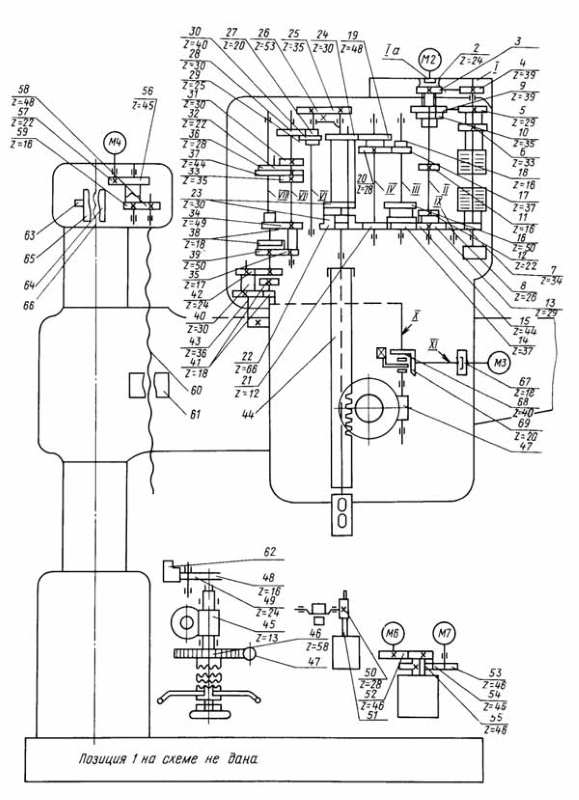
- Максимальная частота вращения шпинделя варьирует в пределе от 18 до 2 000 об/мин. Конструкция позволяет устанавливать нужную скорость путем выбора одной из 24 передач. Для переключения скоростей есть специальные рукоятки.
- Отверстие может получаться при достижении усилии 20 кН.
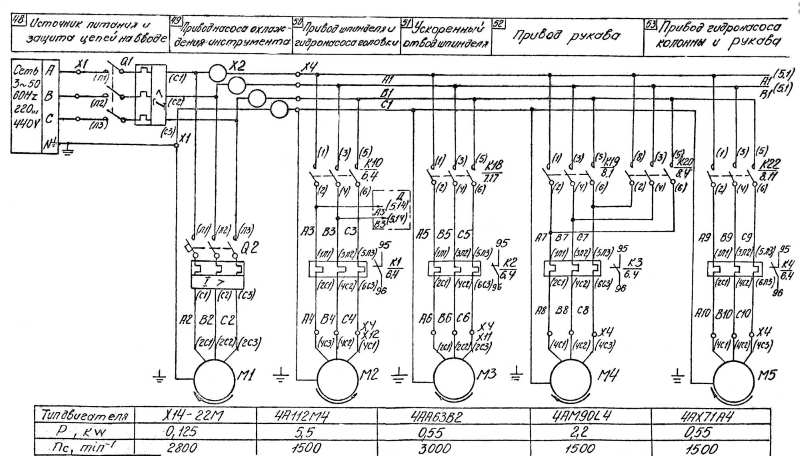
- У радиально-сверлильного станка 2А554 кинематическая схема весьма сложна, для передачи движения устанавливается несколько электрических двигателей. Главное движение передается от двигателя с мощностью 5,5 кВт, привод рукава имеет мощность 2,2 кВт. Кроме этого у станка 2А554 есть система охлаждения, давление в которой создает мотор с мощностью 0,125 кВт.
При рассмотрении особенностей станка 2А554 следует учитывать, что суммарная мощность всех установленных моторов составляет 8,9 кВт. Масса этой модели равна 4 700 килограмм, за счет чего существенно усложняется установка.
Конструктивные особенности
У данного радиально-сверлильного станка 2А554 классическая компоновка, которая представлена такими узлами:
- Фундаментная плита. Этот элемент является основанием станка 2А554, которое распределяет нагрузку и принимает давление, исходящее от всех узлов, заготовки и создаваемого давления на момент обработки заготовки.
- Колона. На рассматриваемом станке устанавливается колонна, которая используется для обеспечения поворота траверсы и перемещения головки в вертикальной оси. При изготовлении колоны используется чугун, который хорошо справляется с вибрационной и другой нагрузкой. Кроме этого чугун не реагирует на воздействие влаги, что существенно продлевает эксплуатационный срок.
- Траверса. Она расположена на колонне и предназначена для перемещения режущего инструмента с элементами управления.
- Рабочая головка предназначена непосредственно для подачи режущего инструмента. Для этого на траверсе расположены вертикальные направляющие.
- Инструкция по эксплуатации предусматривает возможность поворота головки вокруг оси, что позволяет существенно ускорить работу.
- У этой модели схема электрическая предусматривает передачу усилий от различных моторов. Коробка скоростей шпинделя получает усилие от основного мотора через приводной механизм. Сверление может проходить на различной скорости, для чего достаточно включить требуемую передачу. Шпиндельный привод при хорошем состоянии устройства не выдает сильный шум, но есть вероятность того, что при сильном износе привода с эксплуатацией появятся проблемы. Неисправностей у модели может быть много, важно своевременно проводить обслуживание.
- Стол коробчатый позволяет проводить крепление различных заготовок, которые могут отличаться по форме и размерам.
- Основной электродвигатель устанавливается на траверсе, еще один на колоне.
- Элементы управления представлены рукоятками и кнопками.
- Электропроводка спрятана в специальных гибких трубах, которые могут защитить их от механического и иного воздействия.
Рассматривая информацию, которую производитель занес в паспорт, следует уделить внимание тому, что органы управления находятся на боковой части сверлильной головки. Работа переключения скоростей шпинделя в станке 2А554, как и других функций, основана на установке параметров непосредственно перед началом сверления. Во время сверления или другой операции устанавливать иные параметры нельзя.
Технические возможности модели
Рассматривая назначение станка следует уделить внимание тому, что он имеет продуманную конструкцию и достойные технические параметры. Особенности расположения отдельных узлов определяют высокую эффективность станка, его незаменимость при проведении многочисленных операций. Станок сверлильный 2А554, заправочные объемы которого могут значительно отличаться, может применяться при обработке чугуна, обычной или легированной стали.
Радиально-сверлильный станок 2А554 имеет схему, которая определяет подачу СОЖ под давлением в зону резания. За счет этого может увеличиваться скорость резания и величина подачи. Величина объема устанавливаемой заготовки определяется размерами стола и высотой расположения головки на нем.
Проводя обзор этой модели также уделим внимание тому, что функциональность станка может быть существенно увеличена за счет дополнительной оснастки. В продаже есть довольно много различных устройств, основное ограничение касается веса. Так масса инструмента и оснастки не должна превышать показателя 15 килограмм. В противном случае на крепление будет оказываться существенная нагрузка.

Из-за того, что 2А554 радиально-сверлильный станок, паспорт которого должен быть в комплекте поставки, имеет несколько подвижных элементов, конструкции нужны зажимы. У этого станка есть зажимы двух видов:
- Гидравлический. Работа подобной конструкции основана на подаче жидкости под большим давлением к зажиму. За давление отвечает отдельный насос. У этой модели гидравлический зажим фиксирует вращение колонны и перемещение сверлильной головки по вертикальным направляющим.
- Электрический. Данный элемент конструкции позволяет затормозить движение траверсы.

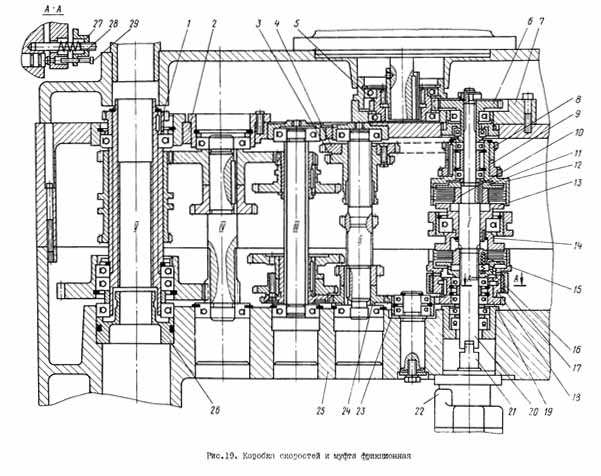
Производитель станка радиально-сверлильного 2А554 провел установку фрикционной муфты, требующей для включения шпинделя и изменения направления вращения. Стоит учитывать, что предохранительного элемента у конструкции нет. Поэтому следует избегать перегрузок. Стол коробчатый для станка 2А554 производят при использовании высокопрочной стали. Это связано с тем, что вес заготовок может составлять несколько сотен килограмм, в результате чего сильное давление приводит к деформированию поверхности.
Как продлить срок службы устройства?
При соблюдении некоторых рекомендаций можно значительно продлить срок службы устройства. Примером назовем нижеприведенные рекомендации:
- Следует проводить обустройство ровной площадки, которая должна выдерживать давление, создаваемое оборудованием, инструментами и заготовками. С учетом того, что вес станка несколько тонн, приходится проводить подготовку основания.
- Перед установкой и эксплуатацией следует проверить конструкцию на наличие видимых дефектов.
- При установке следует учитывать высокую нагрузку, оказываемую на электрическую сеть. Так суммарная мощность устанавливаемых электрических моторов достигает 9 кВт.
Кроме этого есть несколько рекомендаций, которые следует учитывать при эксплуатации данного устройства:
- При возникновении любой нештатной ситуации нужно проводить полное отключение устройства от электросети. Ремонт и обслуживание должны проводится только при условии полного обесточивания. Это связано с тем, что во время работы устройство может прийти в движение.
- Выполнять обслуживание и ремонт, настроечные работы можно только при полном выключении станка.
- У конструкции есть противовес, который отвечает за работоспособность и точное позиционирование режущего инструмента. Во время работы следует постоянно следить за состоянием противовеса, иначе могут возникнуть проблемы.
Также надо внимательно выбирать режимы резания. Так скорость резания и величина подачи определяет нагрузку, которую испытывают основные узлы. Как мы уже отмечали, все узлы рассчитаны на возникновение нагрузки не более 20 кН. В противном случае ухудшается точность размеров и шероховатости поверхности. Радиально-сверлильный станок 2А554 может иметь неисправности, связанные с приводами, системой подачи СОЖ, с целостностью устройства электрического двигателя. Также тот момент, что заготовки имеют большой вес, определяет возможность деформации корпуса. В подобных случаях существенно ухудшается точность позиционирования подвижных элементов конструкции.
/rating_off.png "1 Звезда")



