Горизонтальный консольно-фрезерный станок 6Р82 начал выпускаться Горьковским заводом фрезерных станков с 1970 года. С того времени прошло больше 40 лет, но горизонтально-фрезерный станок 6Р82 продолжает работать на многих предприятиях. Он позволяет с высокой точностью выполнить работы по обработке металлов различной сложности. Эта модель фрезеровочных станков причисляется к патриархам отечественного станкостроения, и числится одной из самых распространенных и общедоступных моделей.

Завод и сегодня производит горизонтальные универсальные станки, но уже спроектированные по новым технологиям. Массово начали развиваться системы числовых программных управлений (ЧПУ). Современный фрезерный станок с ЧПУ по металлу 6Р82 получил большое применение в малом бизнесе.
Расшифровка названия станка означает:
- 6 — фрезерные станки;
- Р – модификация станка;
- 8 – этой цифрой принято обозначать горизонтально-фрезерные станки;
- 2 – указывается на типоразмер (габариты) рабочего стола.
Консольные фрезерные станки 6Р82 относятся к наиболее популярным агрегатам, используемым для фрезерования. Им дали определение как «консольно-фрезерные» благодаря конструктивным решениям.
Роль консоли выполняют специальные кронштейны, являющиеся опорами стола. Габариты размеры станка составляют 320х1250 мм.
Горизонтально-фрезерный станок 6Р82 входит в группу горизонтальных агрегатов. Это связано с тем, что шпиндель на таком станке во время работы всегда остается в неизменном положении. Он расположен горизонтально. На станках рабочие столы можно устанавливать в перпендикулярном положении по отношению к шпинделю.
Содержание статьи:
Назначение станка 6Р82
Назначение фрезерного станка 6Р82 прописано в его паспорте. Эти станки разрабатывались для выполнения различных видов фрезеровальных работ. На них можно фрезеровать, используя различные типы фрез.
Технические параметры станков предусматривают расширение их потенциальных возможностей. Для этого нужно использовать дополнительное оборудование и приспособления, поставляемые в комплекте со станком.
Станки используются на предприятиях различных отраслей промышленности, начиная от мелких мастерских и заканчивая крупными машиностроительными гигантами. Они высокотехнологичны, и способны производить обработку деталей с высоким качеством, а главное с высокой точностью.
Техническая компоновка разработана с условием создания оператору максимальных удобств в обслуживании станка.
Фрезерный станок 6Р82, технические характеристики которого позволяют легко настраивать его для работы в автоматическом или полуавтоматическом режиме, а, следовательно применять такой агрегат для комплектации единой автоматизированной линии.
Устройство станка – основные узлы и механизмы
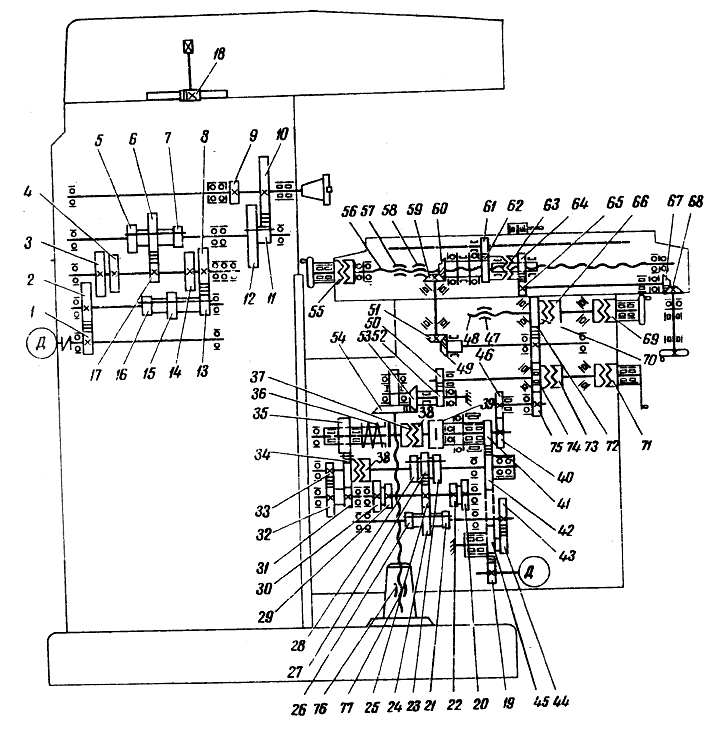
Кинематическая схема станка 6Р82
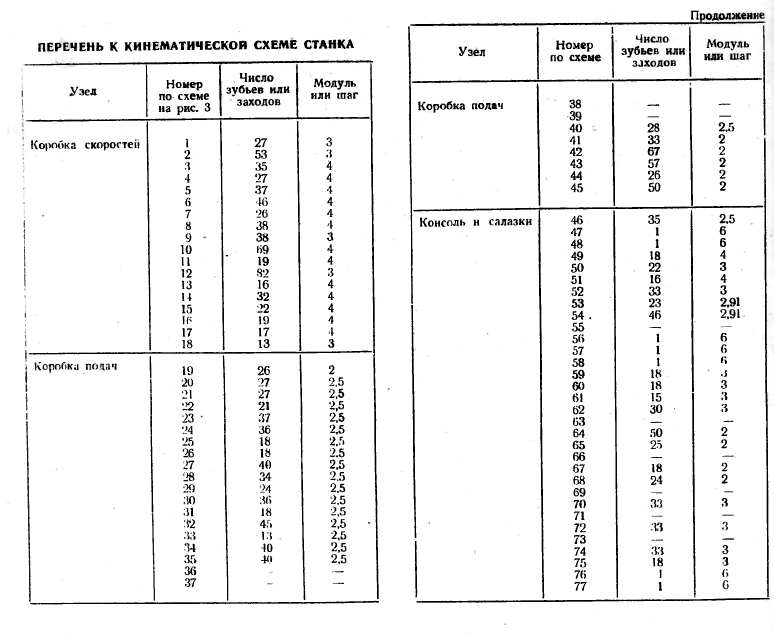
Перечень к кинематической схеме станка 6Р82
Паспорт и схема станка 6Р82 предусматривает такие важные конструктивные детали, узлы и механизмы:
Станина
Станина относится к фундаменту станка, где устанавливаются все рабочие детали, узлы и механизмы. Станина крепится на опорную плиту фрезерного станка. Чтобы придать ей жесткости она фиксируется штифтами.
Хобот и серьги
Эти детали размещаются на станине. Хобот закрепляется и скользит по направляющим. Серьги монтируются на других направляющих, располагающихся на хоботе. Внутри хобота расположена коробка скоростей, посредством которой передается вращение шпинделю.
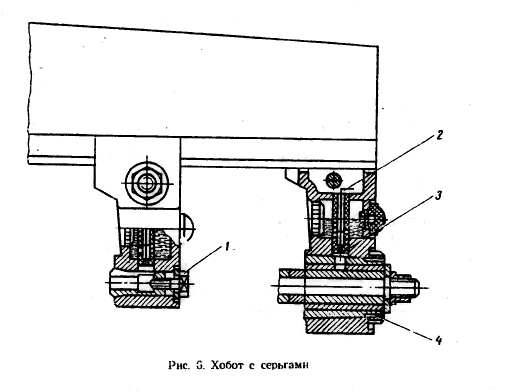
Серьги устанавливаются в специально предусмотренных отверстиях. Размер отверстий выбирается по индивидуальному принципу, на каждом станке отверстия разные. Следовательно, серьги не могут быть взаимозаменяемые.
Для регулировки зазоров в подшипниках серьги, предусмотрена специальная гайка. Регулировка производится с контролем по результатам температуры нагрева серьги. Измерение температуры нагрева может производиться после обкатки станка. Время обкатки должно быть не менее одного часа, а число оборотов шпинделя устанавливается максимальным. Перед обкаткой следует убедиться, что поверхностная часть опорной втулки в надлежащем состоянии и в ней находится достаточное количество смазки. Если температура подшипников находится в пределах 50 — 60 °C, можно начинать регулировку.
Масло, которым смазываются подшипники, находится в специальных углублениях (нишах), расположенных на серьге. Оно поступает в подшипник через втулочные оконные проемы.
Коробка подач
Коробка подач 6Р82 предназначена для обеспечения перемещения всех движущихся частей и агрегатов станка.

Главное движение обеспечивается приводом, куда входит фланцевый электрический двигатель и соединительная муфта. Электродвигатель привода подач устанавливается внутри консоли станка. Консольно-фрезерные станки 6Р82, паспорт которых предусматривает изменение скорости шпиндельного узла, могут работать на 18 фиксированных скоростях. Регулировка осуществляется посредством зубчатых колесных блоков. Порядок переключения скоростей устанавливает инструкция по эксплуатации и паспорт станка.
В коробке подач предусмотрен режим быстрого перемещения. Этот режим перемещения возможен только после приведения в действие фрикциона форсированного хода. Фрикционная передача позволяет передавать вращающий момент от электродвигателя главного хода на консоль, а уже потом к винтам перемещений.
Консоль
Описание консоли дает паспорт. Конструкция консоли изготовлена в виде металлической коробчатой отливки. Она передвигается по вертикальным направляющим, соединенным со станиной.
Внутри консоли расположены основные механизмы коробки подач. Эти механизмы предназначены для передачи движения от коробки подач к винтовым валам.
Коробка переключения скоростей
Коробка скоростей на фрезерном станке 6Р82 расположена непосредственно на станине (в хоботе) и предназначена для установки необходимого скоростного режима обработки детали. Конечным узлом коробки скоростей является ее шпиндель, представляющий собой вал, удерживающийся на трех опорах. Роль опор выполняют подшипники.

Шпиндель предназначен для передачи вращательного момента от силовой коробки передач, к закрепленному в нем инструменту. Вращательный момент коробка передач получает от вала электродвигателя главного хода станка, соединенных между собой соединительной муфтой.
Для перехода от одной оптимальной величины вращения шпинделя к другой нет необходимости последовательного перехода по скоростным промежуточным ступеням. Основными деталями коробки скоростей являются: рейка, рукоятка переключателя, зубчатые колеса и шестерни.
Для осмотра внутренних деталей коробки, на ней установлено смотровое окно. Переключение скоростей осуществляется рукояткой. Требуемая скорость выбирается по указателю оборотов шпинделя. С помощью коробки скоростей можно устанавливать 19 различных скоростей вращения шпинделя.
Стол и салазки
Эти конструктивные узлы предназначены для передвижения стола в продольных и поперечных плоскостях. Стол фиксируется на направляющих салазок и в рабочем цикле скользит по ним. Его площадка является основанием для крепления на ней подвергающихся обработке деталей, зажимных устройств и технологических приспособлений. Чтобы все это оборудование было надежно закреплено и при работе удерживалось на столе, он снабжен продольными пазами, выполненными в виде Т-образного профиля. Стол приводится в движение от ходового винта, через механизм передачи вращательного движения винта в поступательное движение стола.

Стол и ходовой винт соединяются по торцам стола с помощью кронштейнов. Кронштейны, после установки фиксируются штифтами. Места для крепления кронштейнов определяются по реальному размещению винта. Для предотвращения продольного изгиба, винт размещают на опорных подшипниках. Необходимое натяжение ходового винта меняется специальной гайкой.
Механизм разворота стола обеспечивает установку его на угол в 45° от его первоначального положения. Механизм разворота размещается в промежутке между рабочим столом и салазками. Чтобы развернуть стол на оптимальный угол, нужно выполнить следующее: переместить салазки в крайнее переднее местоположение; снять хвостовой кулачок, ограничивающий поперечный ход, и уже только затем разворачивать стол.
Салазки выполняют функцию буферной части между консолью и столом. Они передвигаются по горизонтальным направляющим, расположенным на консоли.
Электрооборудование станка
Электроснабжение горизонтально-фрезерного станка 6Р82 определяет его паспорт. В станке предусмотрены два основных привода: привод главного хода и привод механизма подач. Приводы главного хода и механизма подач приводятся в действие электрическими двигателями.
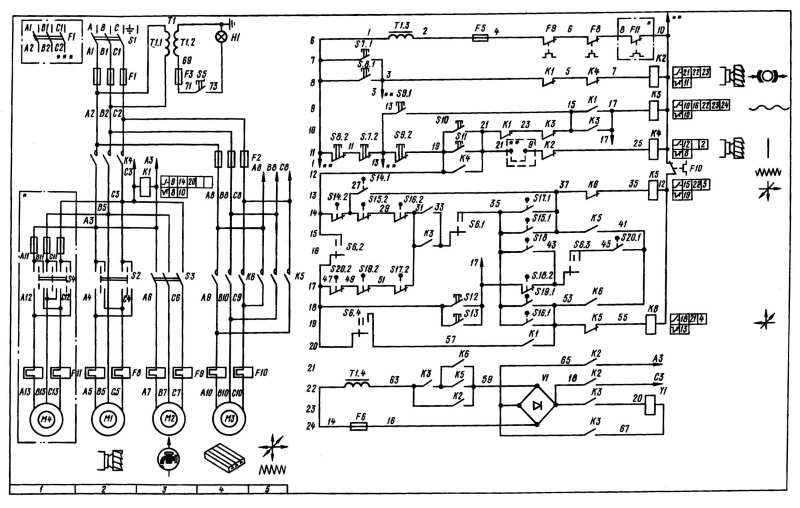
Электрическая схема станка 6Р82
Электрическая схема предусматривает работу других технологических систем, например, системы охлаждения.
Консольно-фрезерные станки 6Р82, руководство по эксплуатации которых предусматривает электроснабжение на переменном напряжении, поставляются заказчику с различными классами напряжения.
Фрезерный станок 6Р82, электрическая схема которого может работать от источника 3-фазного напряжения следует размещать на участках, где есть классы напряжения от 220 В до 440 В.
Все электрические двигатели, в зависимости от индивидуального исполнения, могут работать на напряжениях от 220 В до 440 В.
Электрическая схема разработана на применение следующих классов напряжения: для рабочего освещения — 24, 36 или 110 В, в зависимости от индивидуального исполнения; для цепей управления — 110-220 В; для цепей электродинамического торможения – 56 В. Местное освещение осуществляется от светильников, расположенных на станине.
Эксплуатация станка 6Р82
Эксплуатация горизонтально-фрезерных станков определяется руководством по эксплуатации, поставляемым заказчику в комплекте со станком. В руководстве дается основная характеристика каждого станка и подробная инструкция по эксплуатации. В руководстве по эксплуатации прописываются основные правила безопасности, которые необходимо выполнять при работе со станком.
В руководстве прописаны правила управления станком и порядок поддержания его в рабочем состоянии.
Управление станком осуществляется от аппаратов управления, расположенных сбоку и на передней части станка. Для управления используются специальные рукоятки, кнопочные станции и переключатели.
Уход за станком может осуществлять только его оператор, закрепленный за данным станком и хорошо знающий его устройство.
Перед каждым пуском станка следует убедиться, что на направляющих отсутствует пыль, грязь или стружка. Проверить работу системы смазки и охлаждения, обратив особое внимание на наличие масла и охлаждающей жидкости.
Для выколачивания оправки или фрезы из шпинделя, следует применять молоток, изготовленный из латуни или меди.
Особое внимание следует уделять столу. Загружать на стол инструмент, приспособления или заготовки можно только тогда, когда его поверхность очищена от посторонних предметов, а также от сгустков промасленной грязи и стружки.
Чтобы детали станка проработали как можно дольше, следует вовремя проводить смазку трущихся и вращающихся деталей. Порядок и сроки смазки прописаны в специальном разделе руководства по эксплуатации. Наличие смазки в агрегатных узлах станка контролируется по маслоуказателям.
Следует помнить, что станок будет надежно работать только тогда, когда будут в установленные сроки проводиться текущие регламентные работы и капитальные ремонты его отдельных агрегатов.
/rating_off.png "1 Звезда")



