Одним из методов усовершенствования технологических процессов на машиностроительных заводах является применение высокопроизводительного станочного оборудования. Высокопроизводительными станками комплектуются целые автоматические линии. Создание подобных линий становится приоритетом в развитии обрабатывающей промышленности. Среди крупных предприятий начали зарождаться тенденции развития многооперационных и агрегатных станков. Для внедрения новых технологий многие конструкторские учреждения работают над созданием новых моделей агрегатных станков. Особое широкое применение получили агрегатные станки с ЧПУ (числовым программным управлением).

Содержание статьи:
Назначение оборудования
Агрегатный станок – это специальные полуавтоматические или автоматические станки, конструкция которых состоят из унифицированных узлов и механизмов не связанных между собой единой кинематической схемой. Область применения такого оборудования охватывает группу предприятий с крупносерийным и массовым производством. Их основное назначение — обработка деталей, имеющих объемные (коробчатые) формы. Технические характеристики агрегатных станков позволяют применять их для сверления, нарезания резьбы, фрезерования и многих других работ, связанных с токарной обработкой заготовок.
Станки такой модели, применяются когда деталь, которая обрабатывается, закрепляется в неподвижном состоянии, а в движении находится режущий инструмент. Это позволяет выполнять одновременно несколько операций с разных сторон детали.
Классификация станков
В зависимости от геометрических размеров заготовок, которые могут обрабатываться, агрегатные станки классифицируются на три группы. Каждая отличается габаритными размерами станка, его весом и конструкцией унифицированных узлов.
- Группа малогабаритных агрегатных станков. Это группа станков с небольшими размерами пинольных головок. Их мощность колеблется от 0,18 до 0,75 кВт.
- Группа средних станков. У этой группы станков силовые головки имеют плоскокулачковый привод. Мощность подачи колеблется от 1,1 до 3 кВт.
- Группа больших размеров. Такие станки по конструкции имеют гидравлические или электромеханические столы, предназначенные для установки на них шпиндельных узлов.
Агрегатные станки классифицируются и по конструктивным особенностям:
По количеству рабочих позиций классификация осуществляется по следующим признакам:
- Однопозиционные. Конструкция такого агрегатного станка обеспечивает многостороннюю обработку деталей. Обрабатываемая деталь, на этих станках фиксируется в закрепленном неподвижном положении. Силовая головка агрегатного станка может обрабатывать заготовку с одной, двух или трех сторон.
- Многопозиционные. На таком оборудовании заготовки могут обрабатываться в последовательном режиме. На каждом режиме обработка может вестись в трехстороннем режиме.
По расположению инструмента. Силовая головка обеспечивает расположение инструмента по отношению к обрабатываемой детали в вертикальном, горизонтальном или наклонном положении.
По способу крепления и передвижению заготовки классификация разделяет станки на следующие виды:
- станки, у которых столы неподвижные;
- станки с поворотным столом. Модель позволяет передвигаться столу вокруг двух осей (вокруг осей в вертикальной и горизонтальной плоскости);
- станки с возможностью перемещения в 1, 2, 3-х направлениях.
К отдельной группе следует отнести агрегатные станки линейного построения. На этих станках выполняют сверлильные, фрезерные и другие работы, а также нарезать внутренние резьбы. У таких станков нет закрепленного основания. Конструктивно такие станки состоят из рамы, электродвигателя и держателя рабочего инструмента. Рама оснащена направляющими. Заготовка крепится в специальное приспособление.
Многие промышленники требуют от станочного оборудования высокой степени гибкости при совершенной производительности. Этим требованиям удовлетворяют агрегатные станки с ЧПУ, относящиеся к особой классификационной группе.

Типовые компоновки агрегатных станков
Компоновка станков выполняется по схемам в зависимости от конфигурации и геометрических размеров заготовок и заданной точности обработки. При обзоре их можно разделить на следующие виды:
- одношпиндельные и многошпиндельные. Это агрегатные станки, компоновка которых строится в зависимости от конструкции силовых головок;
- однопозиционные. Это агрегатные станки, основные узлы которых расположены так, что они всегда находятся в центре внимания оператора станка. Заготовки на таких станках закрепляются неподвижно, а отдельные поверхности обрабатываются одним инструментом;
- барабанного типа (многопозиционный). Это станки скомпонованные так, что заготовки обрабатываются с нескольких позиций. При такой компоновке можно одну и ту же поверхность, если применить последовательный цикл, обрабатывать двумя и более инструментами. Для таких целей станок снабжается поворотным столом барабанного типа;
- станки односторонние и многосторонние. Эти станки отличаются друг от друга по конструктивному расположению инструмента относительно заготовки. Они могут быть вертикального, наклонного или горизонтального исполнения.
Если рассматривать способы крепления и перемещения обрабатываемых деталей, станки можно сгруппировать по следующим принципам:
- станок с неподвижным столом. Это станок, у которого стол находится в неподвижном положении;
- станок с поворотным столом. Это агрегатный станок барабанного типа, у которого стол может вращаться относительно как вертикальной, так и горизонтальной оси;
- станок с перемещающимся столом. Стол у такого станка может свободно перемещаться в нескольких направлениях. Обычно в 1, 2 или 3-х.
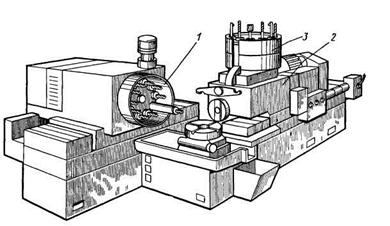
Вариант компоновки агрегатного станка
Унифицированные узлы агрегатных станков
Любой производитель стремится к тому, чтобы уровень унификации основных узлов и механизмов был как можно больше. Именно при таком подходе упрощается компоновка и наладка агрегатного станка. Сейчас уровень унификации доходит до 90% и более. На заводе-производителе серийное производство начинается после разработки специального проекта каждого узла.
Устройство станка состоит из четырех основных групп унифицированных узлов.
Силовые узлы
К этим узлам принадлежат силовые головки и столы.
Силовые головки. С помощью этого узла осуществляется подача шпинделя с инструментом. Головка придает вращательное движение шпинделю. Широкое распространение получили многошпиндельные агрегатные станки, производитель которых конструирует их так, чтобы главное движение и движение подач осуществлялось одновременно. Нормы точности определяются силовыми головками.
Силовые головки снабжаются своим собственным электрическим приводом. Электрическая схема в виде главного привода предусматривает электрические двигатели. Электросхема предусматривает блоки управления, защиты от перегрузок, блоки сигнализации.
Шпиндельные узлы
К шпиндельным узлам относятся силовые бабки и шпиндельные коробки.
Агрегатный станок можно наладить таким образом, что он может быть превращен в обычный металлообрабатывающий станок узкого назначения. Это достигается путем установки соответствующих шпиндельных узлов. Например:
- если использовать только одну сверлильную бабку, станок превратиться в агрегатно-сверлильный. Многошпиндельные агрегатные станки для сверления обычно не используются на малом и среднем производстве, а вот при массовом производстве, где нужно выполнять много сверлильных операций на крупных заготовках, они просто незаменимы;
- при установке фрезерных бабок, такой станок выглядит как агрегатный фрезерный станок.
Базовые узлы
К базовым узлам относятся: станина, колона, упорные угольники.
Транспортные узлы
К этой группе унифицированных узлов относятся делительные столы.

Техническая документация
Агрегатный станок, паспорт которого включается в документацию, поставляется поставщику вместе с чертежами. Техническая документация поставляется совместно со станком.
Поставщику поставляется агрегатный станок, чертеж которого включает не только общие схемы, но и подробный чертеж каждого унифицированного узла.
Паспорт является основным техническим документом, где указываются технические характеристики, правила безопасности и главное в нем содержится инструкция по эксплуатации данного станка.
Паспорт станка кроме чертежей содержит электрические и кинематические схемы. Паспорт составляется по унифицированным утвержденным формам.
Недостатком агрегатных станков является то, что они могут использоваться только в крупносерийном и массовом производстве.
/rating_off.png "1 Звезда")



