На промышленных предприятиях, в небольших мастерских, при проведении строительных и ремонтных работ применяются ручные плазморезы, когда требуется сделать сварку или резку изделий из металла и специальное оборудование, оснащенное системами автоматизации. Для выполнения небольших работ, может использоваться плазморез сделанный своими руками из инвертора, способного обеспечить высокое качество реза или шва с учетом выполняемых операций.
Содержание статьи:
Принцип действия плазмореза
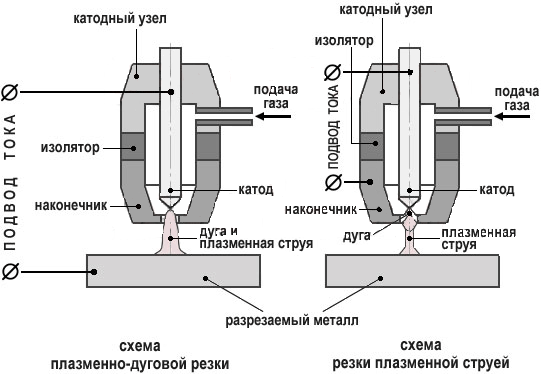
При включении источника питания, ток начинает поступать в рабочую зону во внутреннюю камеру плазмореза, где активируется электрическая дежурная дуга между наконечником сопла и электродом. Появившаяся дуга заполняет канал сопла, куда под большим давлением подается воздушная смесь, которая за счёт большой температуры 6000-8000 °C сильно нагревается и увеличивается в объеме от 50 до 100 раз. За счет внутренней формы сужающегося сопла, имеющего форму конуса поток воздуха, сжимается, разогреваясь до температуры на выходе равной 25000 — 30000 °C, с образованием плазменной струи производящей резку обрабатываемой болванки. Причем первоначально активированная дежурная дуга гаснет и активируется рабочая между электродом и изделием из металла. Образующиеся продукты от воздействия плазменного горения и плавки металла удаляются за счет силы струи.

Оптимальные показатели для рабочего процесса:
- подача газа на скорости до 800 м/сек;
- показатель тока может быть равен до 250 — 400 А.
Ручной плазморез, собранный с использованием инвертора в основном используется для обработки заготовок и отличается малым весом и экономным расходом энергии.
Подбор составных частей плазмореза
Для сборки плазменного резака, с применением чертежей (на базе инвертора), своими руками, требуются агрегаты:
- устройство подачи газа под давлением — компрессор;
- плазменный резак;
- электротехническое устройство — инвертор, обеспечивающий силу тока для образования дуги;
- рабочие шланги высокого давления для подачи воздуха и защищенный электрический кабель.
Для подачи воздуха подбираем компрессор с учетом выходного объема в течение минуты. Производственные компании выпускают 2 вида компрессоров:
- аппарат поршневой;
- аппарат винтовой (обладает меньшим расходом энергии, легче, но 40-50% дороже).

Поршневые компрессоры подразделяются на масляные и без применения масла, по принципу привода — с ременным или прямым соединением элементов.
При эксплуатации компрессоров требуется соблюдать ряд правил:
- при отрицательной температуре окружающей среды надо предварительно прогревать масло, содержащееся в картере;
- необходимо своевременно менять воздушный фильтр;
- строго контролировать уровень масла в картере;
- не реже раза в полгода требуется осуществлять полную очистку агрегатов от посторонних примесей;
- по окончании работ надо сделать сброс давления (с помощью регулятора) в системе.
При ремонтных работах обычно используется продукция компании ORLIK KOMRESSOR (Чехия). Аппарат ORL 11 позволяет производить резку заготовки с использованием силы тока 200-440 А и воздушно-газового потока поступающего под давлением.
В комплект оборудования входит:
- компрессор;
- блок фильтров магистральных для воздушно-газовой смеси;
- осушители газа;
- ресивер.
На выходе из агрегата поступает очищенный воздух от масла, пыли и влаги. Примером винтовых компрессоров является продукция фирмы Atlas Copco (Швеция) серии СА. Устройство оснащено для очищения воздуха автоматической системой устранения конденсата.
Плазматрон — специальный аппарат, где с помощью электрического тока образуется электродуга, разогревающая в камере подаваемый под давлением воздух с образованием режущего потока плазмы.
Резак включает такие элементы:
- специальный держатель с электродом;
- изолирующая прокладка, разделяющая сопло и электродный узел;
- камера образования плазмы;
- сопло выходного для образования плазменной струи;
- система снабжения;
- элементы тангенциальной подачи плазмы (на некоторых моделях) для стабилизации дугового разряда.
По способу выполнения работ (сварка или резка) резаки делятся:
- Двухпоточные, используемые в восстановительных, окислительных и инертных средах.
- Газовые инертные (с использованием гелия, аргона), восстановительные (водорода, азота).
- Газовые окислительные (в состав воздушно-газовой смеси входит кислород).
- Газовые с использованием стабилизационной (газожидкостной) дуги.
Катод плазмотрона производится в виде стержня или вставок из вольфрама, гафния, циркония. Широкое распространение получили плазмотроны с гильзовым катодом, применяемым при резке с использованием воздушно-газовой потока под давлением.
Для проведения резки изделий в окислительной среде используется пустотный катод, сделанный из меди с принудительной системой охлаждения водой.

Плазморез двухпоточный (инверторный) — оснащается двумя соосными соплами наружным и внутренним. Поступающий газ во внутреннее сопло считается первичным, а наружное — дополнительным, причем газы могут иметь различный состав и объем.
Плазморез со стабилизацией дуги за счет подачи газожидкостного потока имеет отличие, заключающееся в подаче воды в факельную камеру для стабилизации состояния дугового разряда.
Для активации рабочей дуги в качестве анода используется заготовка, которая с помощью зажимов и кабеля соединяется с инвертором.
В качестве энергетической установки для ведения процесса плазменной резки используется устройство (инвертор), обеспечивающее необходимую силу тока, обладающее более высоким КПД, чем трансформатор, но возможности по обработке металла у трансформатора намного выше.
Преимущества инвертора:
- возможность равномерно менять параметры;
- небольшой вес;
- устойчивое состояние рабочей дуги;
- высокое качество реза или сварки.
В комплект оборудования входит набор шлангов высокого давления для соединения стационарного компрессора и соединительный электрический кабель.
Для сборки плазмореза разрабатывается схема устройства с указанием необходимых агрегатов, отвечающих требуемым характеристикам, которая должна включать все дополнения и изменения, используемые при сборке с приведением расчетов наиболее важных показателей. Самодельный плазморез можно собрать, используя готовые блоки и агрегаты, производимые специализированными компаниями. Необходимо сделать точные расчеты и согласование выходных параметров протекающих процессов.
Особенности маркировки устройств
Выпускаемые промышленными предприятиями плазморезы можно делить на 2 категории:
- агрегаты машинной резки;
- ручные.
Ручные резаки более доступны по цене при необходимости сборки самостоятельно. Производимые модели имеют особую маркировку:
- ММА — аппарат предназначен для дуговой сварки с помощью индивидуального электрода;
- CUT — аппарат (плазморез) используется для разделки металла;
- TIQ — аппарат применяется для работ, где нужна аргонная сварка.
Производственные предприятия выпускают оборудование для резки металла:
- Профи CUT 40 (горелка РТ-31, допустимая толщина реза – 16 мм, расход воздушно-газовой смеси– 140 л/мин, ресивер объемом 50 л);
- Профи CUT 60 (горелка Р-80, допустимая толщина реза заготовки — 20 мм, расход воздушно-газовой смеси – 170 л/мин.);
- Профи CUT 80 (горелка Р. – 80, допустимая толщина реза заготовки – 30 мм, расход воздушно-газовой смеси – 190 л/мин.);
- Профи CUT 100 (горелка А-101, допустимая толщина реза заготовки – 40 мм, расход воздушно-газовой смеси — 200 л/мин.), ресивер объемом 100 л.
Изготовление плазмореза с ЧПУ своими руками
Плазморез оснащенный ЧПУ, должен иметь стандартизированную сборку, используя чертежи, сделанные на основе подготовленного технического задания изделия, куда входят:
- рабочий стол;
- ременная передача;
- блок управления функциями;
- шаговые элементы;
- линейные направляющие;
- система регулировки высоты реза;
- блок управления автоматикой;
Чертежи блоков плазмореза можно использовать с учетом требуемой мощности, характеристик установки и финансовых возможностей или сделать самостоятельно при наличии опыта и знаний.
Для комплектования и сборки станка с ЧПУ нужно, используя чертежи, изготовить ряд элементов:
- основание для сварки стола;
- собирается прочная рама с последующей окраской;
- крепятся опорные стойки;
- собирается водяной стол;
- устанавливаются крепления и сами рейки;
- монтируются направляющие линейные;
- монтируется облицовка стола;
- устанавливаются направляющие совместно с порталом;
- портал оснащается двигателем и сигнальными датчиками;
- монтируются направляющие, двигатель направляющей Y и зубчатая рейка регулирования позиционирования;
- монтируется направляющая с оснащением двигателем;
- монтируется сигнальный датчик поверхности металла;
- монтируется кран для удаления воды со стола;
- прокладываются соединительные кабели-каналы X.Z.Y;
- провода изолируются и закрываются с помощью облицовки;
- монтируется рабочий резак;
- собирается и монтируется устройство с ЧПУ.
Заключение
Проведение операций по изготовлению и сборке плазмотрона с ЧПУ, должны производиться при наличии квалифицированных специалистов. Схема устройства (чертежи) должна иметь все необходимые элементы, обеспечивающие высокое качество работы и безопасность проведения резки металла. Оснащение предприятий оборудованием с ЧПУ, позволяет повысить производительность труда и сложность выполнения операций. Сделать производственные процессы, выполняемые с помощью оборудования с ЧПУ более экономичными за счет повышения производительности труда и сокращения скорости обработки изделий.
/rating_on.png "1 Звезда")
/rating_off.png "2 Звезды")



