Содержание статьи:
Рекомендации начинающим + (Видео)
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
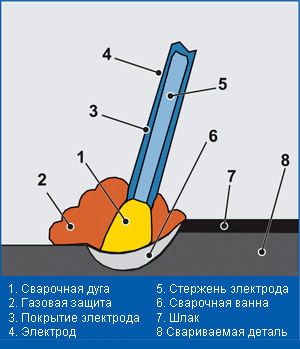
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
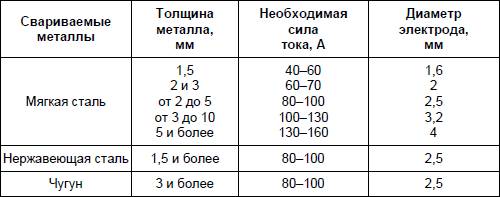
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
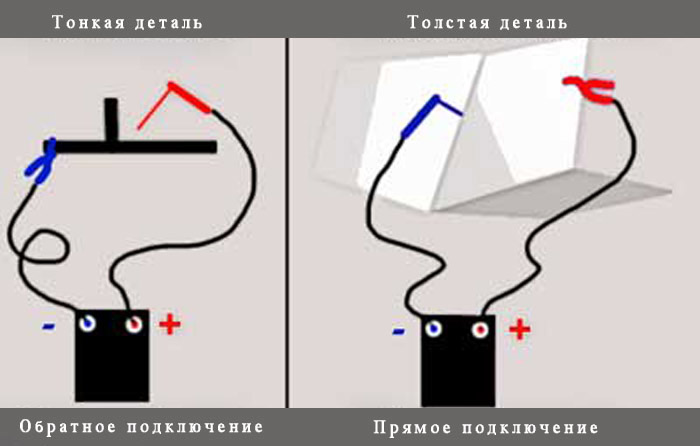
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.

Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
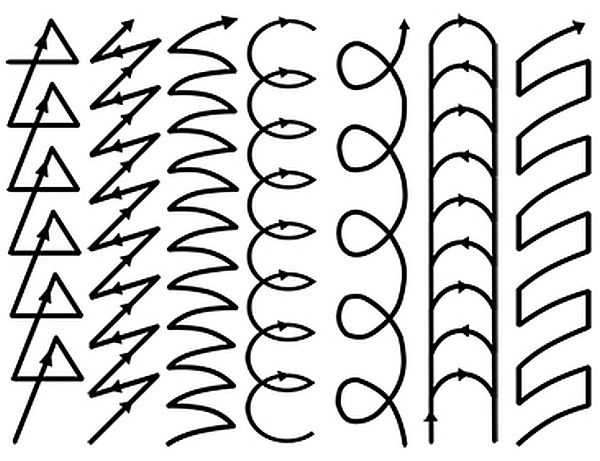
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
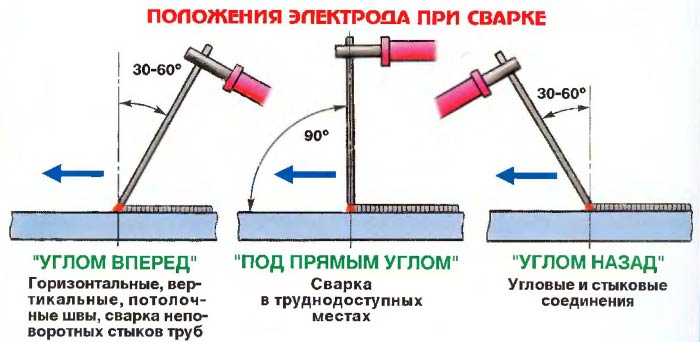
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
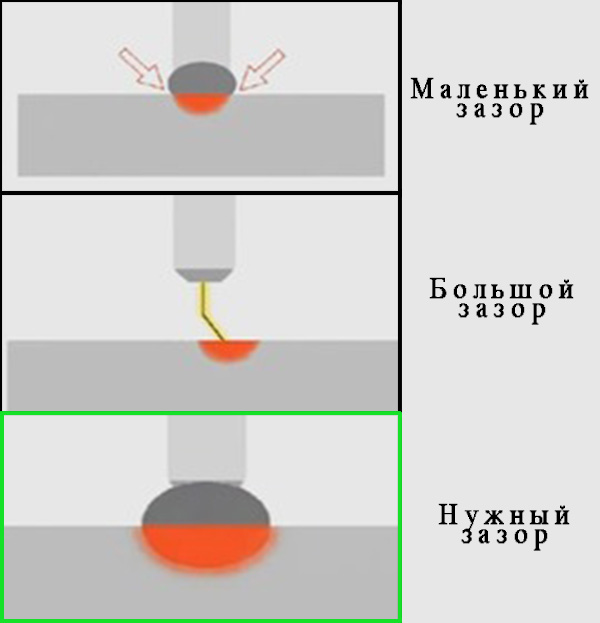
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
/rating_on.png "1 Звезда")
/rating_half.png "5 Звезд") (2 оценок, среднее: 4,50 из 5)
(2 оценок, среднее: 4,50 из 5)


